
英语原文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
汽车发动机缸套表面的复合表面形貌珩磨工艺
K. Deepak Lawrence , B. Ramamoorthy
摘 要:汽车发动机的缸孔,是采用多级珩磨工艺来生成多层次微观几何形状,用以满足活塞装配系统中的不同功能要求的设计表面。最终加工的表面应遵从几个与发动机良好摩擦性能相关的表面形貌规格。为了获得多个表面形貌特征同时保证在规范公差之内,三个阶段的珩磨过程参数的选择是工艺规划中的一个重要模块,同时对于工艺工程师来说是一个颇具挑战性的任务。本文提出了通过结合稳健的工艺设计和灰色关联分析的策略来提高在粗珩、精珩和平台珩磨过程中工艺参数的操作水平,以满足缸孔的最终运行表面的多表面形貌规格。实验通过改变珩磨速度、振荡速度、压力和珩磨时间等四种珩磨工艺参数,对铸铁缸套进行了粗珩、精珩、平台珩磨的珩磨试验。实验将会测量确定基于功能参数(RK,RPK,RVK,Mr1和Mr2)的Abbott–Firestone曲线、平均粗糙度深度(RZ,DIN/ISO)和珩磨角,以此为表面质量要达到的目标。实验结果表明,所提出的方法是有效的,生产的缸套表面,可以同时满足目前行业普遍明确的表面形貌规格。
关键词:表面形貌;粗糙度参数;材料配比参数;平台珩磨;气缸套;优化
收稿日期:2015-10-14
*通讯作者:邮箱地址:deepaklawrence@nitc.ac.in (K.D. Lawrence),
rector@vignanuniversity.org (B. Ramamoorthy).
http://dx.doi.org/10.1016/j.apsusc.2015.12.245
- 绪论
气缸套-活塞-活塞环系统是发动机机械损失的一个主要因素。气缸套的表面形貌被认为是影响发动机的摩擦(燃料效率),磨损(耐久性和运行性能)和油耗(有害排放)性能的重要因素之一[1]。为此,气缸套表面在加工时会受到极大的关注并且被控制以满足多个表面质量标准。气缸孔使用三个阶段珩磨工艺完成,即粗珩,精珩和平台珩磨[2-4]。第一阶段是使用较粗的珩磨石头在钻孔缸套上进行的粗珩过程,目的是改善表面光洁度和形状。第二个工艺是精珩工艺,其使用珩磨条上的中等尺寸的磨料砂进行,目的在于进一步接近最终产品要求来改善表面纹理。最后,用非常细的磨料砂进行平台珩磨,以改变粗糙度峰,以产生类似“磨合”表面的精细表面纹理。由于活塞环的深槽与合适的支承面积,所得到的表面能够提供良好的润滑度保持。
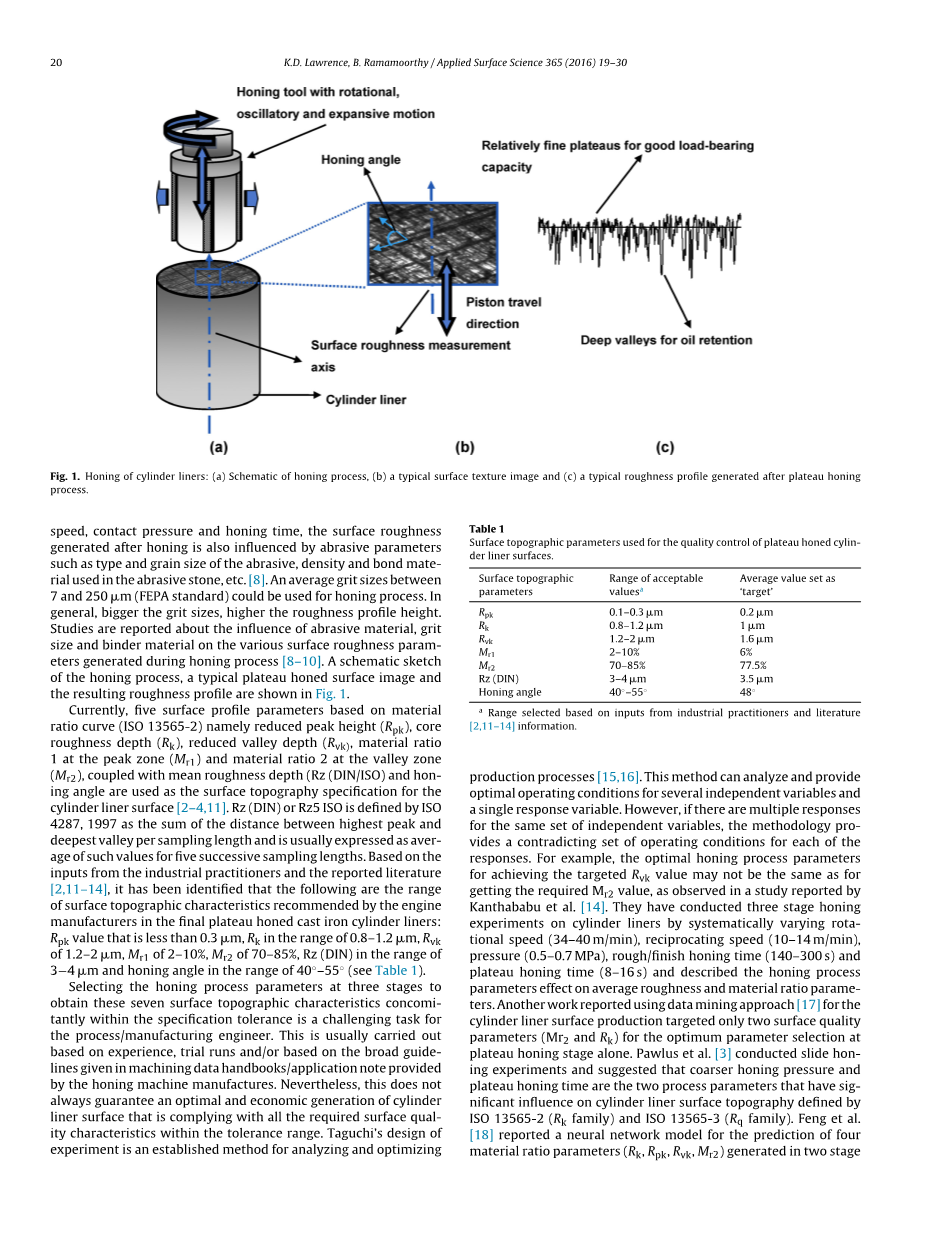
珩磨是一种基于精加工操作的加工方法,用于生产具有适合于各种摩擦应用的具有良好光洁度和几何质量的零部件。在操作期间,珩磨机不仅产生同时的旋转和往复运动,而且在浮动工具上的液压驱动膨胀动作,所述浮动工具附接有几个磨料粘结的珩磨条,以从工作表面移除浆料。在珩磨过程期间,由于珩磨磨料棒在气缸孔内的同时旋转和振荡运动的结果,在镗孔表面上产生交叉阴影凹槽图案。这些槽垂直于圆柱轴线形成的角度称为珩磨角。实验和模拟研究表明,珩磨角度影响汽缸孔表面上的润滑度分布[5-7]。除了诸如转速,振荡速度,接触压力和珩磨时间的工艺参数之外,在珩磨之后产生的表面粗糙度也受到磨料参数的影响,磨料参数例如磨料的类型和颗粒尺寸,磨料中使用的密度和粘结材料,磨石等[8]。7至250微米之间的平均砂砾尺寸(FEPA标准)可用于珩磨过程。一般来说,砂粒尺寸越大,粗糙度轮廓的高度越高。研究报道了研磨材料,砂粒尺寸和粘合剂材料对珩磨过程中产生的各种表面粗糙度参数的影响[8-10]。珩磨过程的示意图,典型的平台珩磨表面图像和产生的粗糙度轮廓如图1所示。
图1 气缸套的珩磨:(a)珩磨过程的示意图,(b)典型的表面纹理图像
和(c)在平台珩磨过程之后产生的典型的粗糙度曲线
目前,基于材料比率曲线(ISO 13565-2),即减小的峰高度(Rpk),芯部粗糙度深度(Rk),减小的谷深度(Rvk),峰值区(Mr1)处的材料比率1 在凹部区域(Mr2)处的材料比2,以及平均粗糙度深度(Rz(DIN / ISO)和珩磨角度被用作气缸套表面的表面形貌规格[2-4,11]。Rz(DIN)或Rz5 ISO由ISO 4287,1997定义为每个采样长度的最高峰和最深谷之间的距离的总和,并且通常表示为五个连续采样长度的这些值的平均值。基于来自工业从业者和所报道的文献的输入,已经确定以下是由发动机制造商在最终平台珩磨铸铁气缸套中推荐的表面形貌特征的范围:Rpk值小于0.3 lambda;m,Rk在0.8-1.2mu;m,Rvk的范围为1.2-2mu;m,Mr1为2-10%,Mr2为70-85%,Rz(DIN)在3-4mu;m,珩磨角度在40°-55°范围内(见表1)。
表1 用于平台珩磨的气缸套表面质量控制的表面形貌参数
在三个阶段选择珩磨工艺参数以在规格公差内同时获得这七个表面形貌特征对于工艺/制造工程师是一项具有挑战性的任务。这通常基于经验,试运行和/或基于由珩磨机制造商提供的加工数据手册/应用说明书中给出的广泛指导来进行。然而,这并不总是保证在公差范围内满足所有所需表面质量特性的气缸套表面的最佳和经济的生成。田口的实验设计是分析和优化生产过程的既定方法[15,16]。该方法可以分析和提供几个独立变量和单个响应变量的最佳操作条件。 然而,如果对于同一组独立变量存在多个响应,则该方法为每个响应提供矛盾的操作条件集合。例如,用于实现目标Rvk值的最佳珩磨过程参数可能与获得所需Mr2值不同,如在Kanthababu等人报道的研究中所观察到的[14]。他们通过系统地改变旋转速度(34-40m/min),往复运动速度(10-14m/min),压力(0.5-0.7MPa),粗糙/精加工珩磨时间(140-300s),和平台珩磨时间(8-16s),在气缸套上进行三阶段珩磨实验,并描述了珩磨过程参数对平均粗糙度和材料比率参数的影响。另一个报告使用数据挖掘方法[17]的气缸套表面生产的工作仅针对在平台珩磨阶段的最佳参数选择的两个表面质量参数(Mr2和Rk)。Pawlus等人[3]进行滑动珩磨实验,并指出较粗珩磨压力和平台珩磨时间是两个过程参数,对ISO 13565-2(Rk系列)和ISO 13565-3(Rq系列)定义的气缸套表面形貌有重大影响。Feng等人[18]报道了一种用于预测气缸套制造的两阶段珩磨过程中产生的四个材料比率参数(Rk,Rpk,Rvk,Mr2)的神经网络模型。对于使用多级珩磨工艺的气缸套表面生产的情况的研究工作十分缺乏,其给出了用于选择工艺参数以满足用于衬管的质量控制的多表面地形规格的指导。工作旨在提出一种策略,通过考虑用于平台珩磨灰铸铁衬套的质量控制的多表面形貌特征,结合灰色关联分析和稳健的工艺参数设计,提高选择珩磨过程的三个阶段中的工艺参数的操作水平。由于气缸套生产占发动机制造总成本的很大一部分,用于制造气缸运行表面的多级缸孔珩磨工艺的优化在成本,生产率,工艺稳定性和工艺稳定性方面具有显着的益处。
如前所述,对于诸如气缸内孔表面的处理的情况,其中通过优化相同组的独立过程变量来导出多个响应,则田口方法需要适当的修改,例如,Taguchi-Gray关系分析,关注多目标优化问题[19]。基于灰色系统理论的灰色关联分析是简单,有效的,并且具有在应用于小样本大小和部分/多变量系统信息的优化问题时产生即时结果的能力。过去许多研究人员使用灰色关系分析来进行不同加工过程的多目标优化,如车削[19,20],铣削[21-23],钻孔[24-26],电子放电加工[27,28]和激光切割[29,30]。
本文提出了一种用于三级平台珩磨过程的工艺参数选择的策略,目标是在最终的珩磨过程中实现气缸套工作面的七个表面形貌规格(Rk,Rpk,Rvk,Mr1,Mr2,Rz和珩磨角)。为此,使用基于灰色关联分析和正交阵列的实验的方法。在三个珩磨阶段进行基于正交阵列的16个珩磨实验,并在每个阶段测量表面质量特性。在每个珩磨阶段进行灰色关联分析,以通过计算多标准加权灰色关联等级将多目标优化问题转换为单目标问题。基于方差和该单一性能响应的平均值的分析,影响的顺序和识别了过程参数对多个性能响应的百分比贡献。加权灰色关联等级还有助于在每个阶段选择最佳工艺参数,给出最佳的所有表面质量特性。最后,为了验证所提出的方法,基于由平均值分析建议的最佳水平进行确认实验在每个珩磨阶段计算的加权灰色关联等级。
- 材料,测量与方法
2.1. 调查计划
珩磨实验基于在三个不同珩磨阶段(粗、精和平台珩磨)中使用L16正交阵列的实验概念的鲁棒工艺设计进行。旋转速度(RS),振荡速度(OS),接触压力(P) 和珩磨时间(HT)是在每个阶段(参见表2)在4个级别考虑的珩磨过程参数(控制因子)。过程参数范围的选择基于文献信息[14,15,31],用于实验的垂直珩磨机的操作范围和从工业从业者接收的输入。
表2 三阶段珩磨实验在四个级别研究的工艺参数
从Abbott-Firestone曲线(Rk,Rpk,Rvk,Mr1,Mr2),平均粗糙度深度Rz(DIN)和珩磨角导出的表面轮廓参数是为研究考虑的七个表面质量响应。在每个珩磨阶段已经进行灰色关系分析,以通过计算多标准加权灰色关系等级将多目标优化问题转换为单个目标问题。计算每个序列的加权灰色关联等级(WGRG)作为进一步分析的响应。更好的质量特性用于分析加权灰色关联等级,因为较大的值表示该方法更好的性能。
由于最终产品的珩磨角度仅在精珩和平台珩磨阶段确定,因此不包括作为粗糙珩磨阶段优化的表面质量特性。在粗糙珩磨阶段中包括珩磨角度将产生增加的加权在优化期间的转速和振荡速度,因为它们是其形成之后的关键过程参数。对于精珩和平台珩磨阶段,所有七个质量响应(Rk,Rpk,Rvk,Mr1,Mr2,Rz(DIN)和珩磨角度)用于灰色关联分析。“标称最佳”是用于所有三个阶段的珩磨过程的优化的质量标准。这项工作的主要目的是得出一个明确的地形参数对最终产品(气缸孔运行表面)在严格容差范围目前由行业实践。优化过程以实现所有表面形貌规格范围的“平均值”可以确保所得到的表面形貌值在为它们指定的公差范围内一致地设定。将为气缸套的质量批准而实施的表面形貌规格范围的平均值设定为在优化过程之后获得的“目标”值(参见表1)。基于这种方法,使用“标称最佳”标准对粗珩,精珩和平台珩磨阶段之后获得的测量的表面质量参数进行灰色关联分析。灰色关联分析通常通过灰色关联等级或多标准加权灰色关联等级的计算将多目标优化问题转换为单目标优化问题。当灰色关联分析应用于实际工程问题时,权重通常基于它们对整个系统性能要求的重要性,分配给具有不同性能特性的灰色关联等级。
在这项工作中,根据其对功能性能要求的重要性,在珩磨的三个阶段为与质量特性相关的灰色关联等级分配不同的权重。对于粗糙珩磨阶段,分别为Rk,Rpk,Rvk,Mr1,Mr2,Rz(DIN)分配0.25、0.05、0.1、0.05、0.5和0.05的权重。对于精珩和平台珩磨阶段,对于七个表面形貌参数Rk,Rpk,Rvk,Mr1,Mr2,Rz(DIN)使用0.25、0.05、0.1、0.05、0.4、0.05、0.1的权重和珩磨角度。选择这些权重的基本原理如下。Mr2是从将深谷与粗糙度芯轮廓分开的相交线确定的材料部分,并且其用于计算表面的油体积保持能力并提供关于功能表面的润滑性质的有用信息。因此,它的最大权重为40%。芯粗糙度参数(Rk)提供关于气缸套的耐久性的有用信息,并且给出了25%的次最高权重。珩磨角度和Rvk参数影响衬套表面的润滑分布,并且各自的加权为10%。在发动机的“运行”过程之后,降低的峰高度(Rpk)和Mr1(材料部分1)的影响相对不显着。Rz(DIN)是用于粗糙筛选表面质量的常规粗糙度参数。所以这三个参数分别给出5%的权重。在这项工作中适应表面地形参数的加权模式与先前的两篇关于气缸套生产研究的研究工作密切相关[15,16]
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[139769],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


