英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
基于PLC的自动液体混合灌装系统
Mini Sreejethl and Shilpa Chouhan2
1,2Deptt. ofElectricalEngineering; Delhi Technological University; Delhi E-mail: Iminisreejeth@dce.ac.in; 2shilpa.chouhan05@gmail.com
摘要:自动化工业中的重复任务提高了生产率,减少了错误的概率,并保证了产品质量。传统的混合固定量的不同类型液体并将其灌装在瓶子中的方法包括根据定量混合和按要求装瓶混合手动混合组成。人工处理这样的任务耗时多,并且由于人为错误而导致产品质量不一。本文设计了一个基于可编程逻辑控制器(PLC)的自动液体混合和灌装系统的实验室原型,以自动控制和混合两个不同的IQUIDS在预定义的比例下,填充所产生的混合物在瓶子中以实现质量控制。并通过人为干预,提高生产力。混合系统从两个储料罐中抽出流体并以用户可选择的预定义比例混合它们并将混合物储存在顶部储油罐中。装瓶系统基于用户定义的梯形逻辑将混合物从顶部储油罐输送到输送带空瓶中。所研制的自动化系统实验室原型具有高、低液位指示器、紧急报警、自动报警等功能。
关键词:自动装瓶系统,输送带,液位指示器,电磁阀,可编程逻辑,控制器
一、引言
随着自动化技术的快速发展,电机已成为该行业的重要组成部分。自动化工业中的逻辑控制任务提高了生产率并减少了系统错误的概率。传统的工业任务涉及机械的手动操作,任务依赖于人工干预,这不仅会造成加工过程中的误差,而且会提高成本。操作的自动化降低了操作成本,生产时间和错误率,提高了产品质量[1]-[3]。
液体的混合是涂料工业、医药工业、化工工业、制药工业等领域中的一个普遍过程。混合液体最重要的步骤是确定构成液体元素的准确比例,在没有人工干预的情况下,可以有效地、准确地进行机械加工。
开发的自动化系统实验室原型用于自动液位控制、液体混合和装瓶。该系统被设计成以相等的比例混合两种液体。它包括三个子系统,即液位控制器、液体混合器和瓶装填料。整个过程在PLC的控制下实现自动化。
PLC在自动化工业和过程控制系统中有着广泛的应用,因为它具有用户自定义编程的能力,能够取代成百上千的继电器、凸轮控制器、鼓式定序器等[4]-[6]。具有多个输入和输出,PLC在可以较宽的温度范围内工作,对电气噪声具有抗扰性和抗振动性和抗干扰性。
自动液位控制器的设计是自动化的。用液位传感器监测和控制罐内的液位,以降低成本和人为干预,同时防止由于水箱过度膨胀而导致的工业事故。液位控制器既可以用于不同的工业生产,又可以作为家用控制器来控制电动机的运行,从而避免资源的浪费。
自动液体混合器以预定比例进行不同液体的混合。在已开发的系统实验室原型中,液体混合在架空槽中进行,混合液体灌装入瓶。类似的自动液体混合系统在涂料工业中被广泛应用,通过基本颜色混合、废水中和等技术创造出了不同的颜色[7][8]。
在自动瓶装控制线上,由液体混合器产生的混合物填充到放置在传送带上的瓶中,所述传送带的运动来自用于感测电磁阀下面的瓶的存在的传感器的输入,并且由直流电机控制。 传送带上的布料的存在为PLC提供触发,以停止传送带马达,并根据设定好的体积打开用于填充瓶的预定持续时间的电磁阀。 这些工艺可用于饮料和涂料行业,用于灌装特定容量的瓶子或容器。 本文分为五个部分:绪论、系统架构、结果、讨论和结论。
二、体系结构
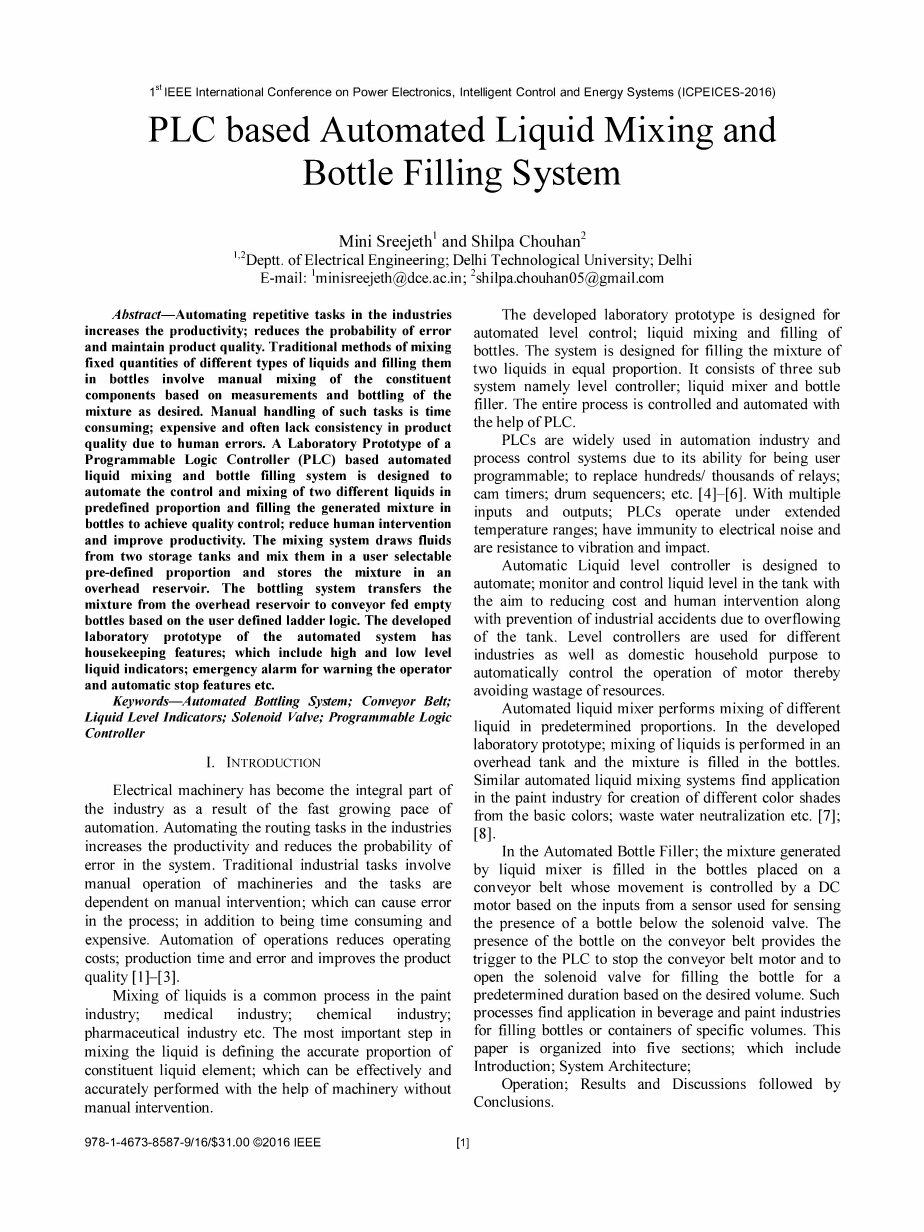
图1(a)显示了自动化锅炉灌装系统的系统结构。 该系统由两个水库组成; 水库水箱A(6)和水库水箱B(15),每个水库水箱包含需要生产的混合物的组成液体组分;它们按预定的比例混合。储罐 - A连接到泵A(7)和储罐 - B连接到泵 - B(16),用于将相应的液体输送到塔顶油罐(10)。开销调节罐包含传感器以检测液位即低位(3),高级别(2)和紧急级别(1)。紧急水平传感器的输出连接到紧急报警子系统。只要高架罐中的液位超过高水平,PLC就会产生紧急报警输出。这种额外的安全性已经被合并,以确保自动化系统即使在高水平传感器发生故障的情况下也能安全地工作。
图1(a):系统体系结构
高架罐配备搅拌器(9)用以混合液体; 它连接到一个12V直流电机(8)。 红外(IR)传感器(13)用来感觉空瓶子(4)的位置,并保持在由12V驱动的传送带上; 150 rpm直流电机(5)。 传送带的另一端连接到用于旋转的滑轮(14)。
|
Liquid Level - High |
Molor A - Control Signal |
|
|
Liquid Level - Low |
GE |
Motor B - Control Signal |
|
Liquid Level -Emcrgency |
90-30 |
Conveyor Motor- Control Signal |
|
Scrics |
Solenoid Valve Control Signal |
|
|
Boule Sensor |
I)LC |
Emcrgcncy Alarm-- Contral Signal |
图1(b):PLC的输出/输出配置
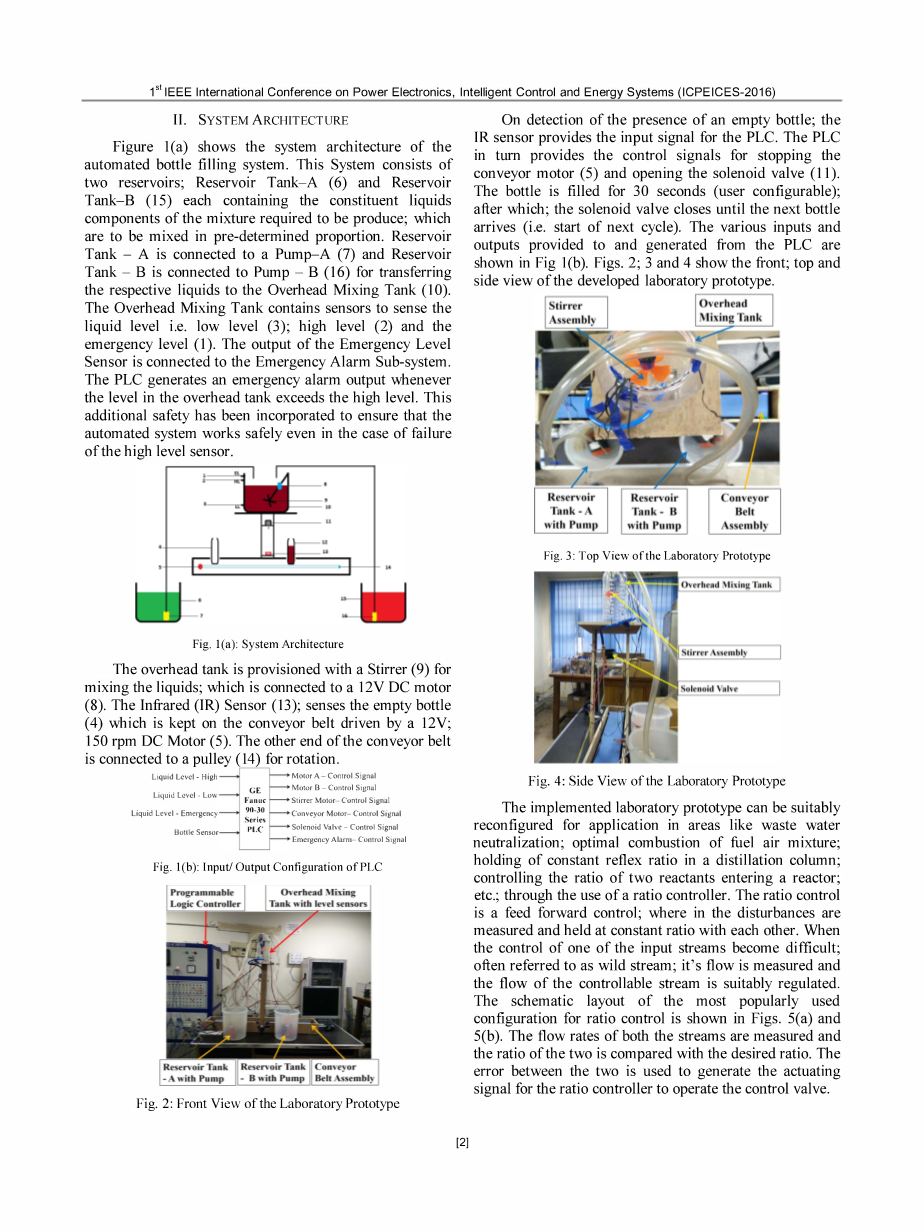
图2:系统实验室原型的正面视图
在检测到空瓶的存在时, IR传感器为PLC提供输入信号, PLC继而提供用于停止输送电机(5)和打开电磁阀(11)的控制信号。在填充30秒(用户可配置)之后,电磁阀c10关闭,直到下一个瓶子到达(即下一个循环开始)。 图1(b)显示了PLC提供的各种输入和输出。图2,3和4显示了所开发的系统实验室原型的俯视图和侧视图。
图3:系统实验室原型的俯视图
图4:系统实验室样机的侧视图
此实验室原型可以适当地重新配置以应用于废水中和等领域、 燃料空气混合物的最佳燃烧、在蒸馏塔中保持恒定的反射率;、控制进入反应器的两种反应物的比例 等等。;通过使用比例控制器,比例控制是前馈控制,在干扰中测量并保持恒定的比例。 当其中一个输入流的控制变得困难时,通常被称为野生流,测量流量并适当调节可控流的流量。 最常用的比例控制配置的示意图如图5(a)和图5(b)所示。测量两个流的流量并将两者的比率与期望的比率进行比较。两者之间的误差用于为比例控制器产生操作信号,以操作控制阀。
(a)示意图布局
(b)方框图
图5:比例控制器
三、操作
PLC使用梯形逻辑编程,基于期望的操作顺序。附录中给出了梯形逻辑程序的流程图和实现的梯形逻辑程序。
当自动化过程被初始化后,PLC发送控制信号来接通电机,储水箱A和B分别为M1和M2,直流电动机M3连接到搅拌器和直流电动机M4连接到传送机BEIT系统。所需的液体量从储油罐A和B流到高架罐。在顶部储罐中的低液位传感器(从底部固定20%)和高位传感器(从底部固定90%)检测罐中液体的存在。低电平和高电平传感器之间的允许间隙为70%。附加传感器从底部固定在99%处,以满足操作的安全性和在高电平传感器失效的情况下紧急关机。
开关控制器用于控制高架罐的液位。 当液位低于低液位传感器时,一个信号被发送到PLC以产生控制信号以接通电机M1和M2。同样地,当液位达到高位时,电机通过PLC关闭。 如果液位达到紧急水平,传感器向PLC发送信号以打开紧急报警关闭设备。
高架罐含有一个由直流电机控制的搅拌器,用于混合液体。混合过程连续进行以确保混合物的混合充分。产生的混合液体注入放置在直流电机操作的传送带上的瓶子中。红外传感器用于检测电磁阀下面的瓶子是否存在。当传感器检测到液体时,它将信号发送给PLC,其产生控制信号以停止传送带组件的电机。经过预定的延迟后;,PLC发出控制信号打开电磁阀。瓶中充满混合液体需30秒,然后关闭电磁阀,重新开始传送带运动,重复上述过程。
四、结果与讨论
储罐A含有红色液体,储罐B含有绿色液体,如图6所示。这些液体以预定比例转移到高架罐中,并在搅拌器的搅拌下混合。 所得混合液体装瓶,如下面的图7所示。
图6:架空罐中液体的转移和混合
图7:从高架罐中填充瓶子
五、结论
用于按预定比例混合液体的多电机的基于PLC的自动控制,通过开发的系统实验室原型实现瓶子中液体的自动灌装和灌装设备的监控。混合操作的持续时间,根据用户定义的梯形逻辑程序,可通过PLC控制液位和灌装。使用智能自动化工具(如PLC)自动执行重复过程,可以最大程度减少人为干预、提高吞吐量、降低运营成本、提高产量和质量一致性,以及更好的质量控制和更高标准的工业安全。由于易于使用,开发的系统实验室原型可以适用于工业应用。是一种灵活、准确和有效的自动化控制方法,可以降低投资资本和运营成本。
附录:
附录A:自动化过程流程图
油罐A泵(M 1)
油罐B泵(M2)
搅拌器直流电机(M3)
12伏直流电动机(M4)
附录B:自动化过程的梯形逻辑图
附录B:继续hellip;
参考文献:
[I]张天霞; 董峰; 袁浩; “PLC在瓶装啤酒灌装生产线中的应用”; 天津市过程检测与控制重点实验室; 电气工程与自动化学院; 天津大学; 天津; 中国。
[2] Jaykumar Patel; A1peshkumar Patel教授; Raviprakash Singh先生; “基于PLC的洗瓶机过程回路控制的发展”第二届自动化与机电工程创新国际会议; ICIAME 2014。
[3] Gerardo Gonzalez-Filgueria; “工业洗涤剂装饰和包装工业厂房自动化系统”; 拉科鲁尼亚大学;费罗尔; 西班牙。
[4] Cosmina IIIes; Gabriel Nicolae Popa和Ioan Filip; “使用PLC和无线传感器的水位控制系统”; IEEE第9届计算控制论国际会议; 2013年7月;蒂豪尼; 匈牙利。
[5] Laurentiu Schiop; 玛丽安盖西亚努; “用人机界面实现颜色混合过程和PLC控制的数学建模”Dunarea de Jos加拉茨大学电子工程系;加拉茨; 罗马尼亚。
[6] Kunal Uttekar; Rahul Gosavi; Sarthak Lad; Jagruti Kamat; “使用IEEE 802.15.4实现传感器网络自动化瓶盖装配站”; 第二届仪器仪表控制与自动化国际会议; 2011年11月15日至17日;万隆; 印度尼西亚。
[7] Gerardo Gonzalez-Filgueria; “橄榄油植物作为数字生态系统的建模”; 拉科鲁尼亚大学;费罗尔; 西班牙。
[8] Marco Colla; “工业自动化控制系统的设计与实现:概况”; 工业信息学; 第7届IEEE国际数字对象标识符会议;IEEE; 2009. Pp。570-575。
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[21695],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


