
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
建模和优化MIG焊处理-利用实验外观设计和神经网络的案例研究
K.M. TAY AND C. BUTLER
制造和工程系统,布鲁内尔大学,阿克斯布里奇,米德尔塞UB8 3PH,英国部
概要
本文介绍了使用实验设计和建模和优化金属惰性气体(MIG)焊接过程中的神经网络技术的集成方法的应用。 实现最优化,工艺参数必须在从目标偏差被最小化,而 鲁棒性噪声和处理波动被最大化这样的方式进行调整。 这种新方法包括用于设计和收集训练数据样本的实验的参考模板,和分散式计算自适应神经网络系统中的平行,以提供用于数据建模和实际调查的有力工具。有关数据使用的实验设计方法,建立和案例研究突出显示。自适应GaRBF神经网络被用来近似焊接过程的随机非线性动力学优化基本焊接参数。神经网络进行训练,以焊接的实验数据,在其以确定焊接质量的能力方面测试和比较在一个实际的焊接环境。 结果表明,所提出的自适应神经网络能够映射焊接参数和相应的输出焊接质量之间的复杂关系的。本案例研究的实施进行了使用一个半自动焊接设备,大规模焊接 针/箱到 管(管钻产品),在实际的车间,这使得油田设备。包括可能在实际焊接操作经历焊接组合的整个范围,研究焊接质量。1997 年 由John Wiley&Sons出版有限公司
关键词 :神经网络; 实验设计; 田口方法; 焊接; 优化
介绍
制造工程师经常面对流程优化,一般多响应优化的问题。这个问题COM-在很多制造工程系统和过程中是进一步复杂的事实,边界条件和物理现象是如此复杂,它是超越执行满意的解析或数值模式和方法目前的技术能力。在这些情况下,定义系统和/或过程的最佳行为实验是必要的。这样的一个例子是金属惰性气体(MIG)焊接工艺的多响应优化。
MIG焊接过程是在金属加工工业中使用的焊接多种铁和非铁金属的。该方法使用连续消耗的线电极。熔融的焊接熔池完全覆盖有保护气体,其也通过焊枪送入。MIG焊接工艺已广泛地用作金属接合技术,因为其潜在的用于提高生产率和焊接的质量和所使用的大多数电弧焊机器人。焊接质量是由焊接参数控制的。基本的焊接参数由预置焊接材料,电线规格,类型的气体(混合物,流量),线进给速度(焊接电流)和焊接电压建立。然后焊机通过调整枪角度,焊接直销-灰保持一致的焊接工艺,和对峙的距离,以及焊枪的行进速度。工艺条件的最佳选择,因此,要求在处理和焊接工艺的关键因素之间的相互关系,船舶的完整的理解。
本案例研究在焊接过程中解决的基本的,但复杂的多响应问题,即预测的优化,学习和焊接质量的造型。目标是:
1焊接过程的优化,以提高焊缝质量(最大渗透,最小珠宽度和焊道高度),用于中碳钢(硬度180plusmn;250HB)管状钻探制品的焊接。
2预测学习和对中碳钢(硬度180plusmn;250HB)管钻亲管道焊接质量特性建模。
焊接预测性建模和优化是焊缝过程的机制获取知识,以及他们如何能最好的被控制和使用。但是,焊接过程是非线性的和创建的高度耦合的多变量系统。决定焊缝质量的问题很困难,因为焊接过程是一个复杂的随机现象已缺乏数学分析描述,非平稳,不能耐受控制和测量不可重现为特征。另外,本焊接理论不足以焊缝质量下的整体焊接之间的这些极其复杂的相互关系在焊接性能、控制参数和噪声因素之间。
此外,并非所有影响焊接质量的过程变量是已知的,也不容易被量化,例如污染,热吸收和环境下河谷的条件。所有这些不确定性有助于设计可靠焊缝和用于生产它们的设备的。另外,经验和人类焊机的知识提供了可靠的焊接的最终保证。为了实现焊接在高速枪速度的性能和质量的一个高层次,焊缝路径必须很好的确定和合适的焊接工艺参数必须正确。这种多元环境提出了一个智能系统,该系统可以评估过程,并确定最佳调整的需要。熔池的物理几何形状是在确定焊接的结构是否足够,如强度,这是由熔池,焊道宽度和加固的高度的渗透是一个主要因素。这些是由多种因素,例如焊接电压,电流,行驶速度,焊丝进给速度,枪角度,屏蔽气体和流量等人的焊机的任务是选择和以这样的方式,以获得控制这些参数支配一些期望的焊接质量,根据他们的经验或MANUFAC-商的建议反复。
然而,这个任务是由复杂的,首先,所述紧密耦合多变量系统,这使得任何单个参数的调整,而不会影响其他。对于关键的应用程序,这需要大量的实验。其次,不是所有的输出可以被实时观察,例如在游泳池渗透是未知的时,焊接正在进行中。 在预测为焊接过程焊接质量的主要复杂性是其存在的各种控制参数和子因素之间,跨越许多操作要求和机器性能接口的多重性和品种,并在整个材料的不同焊接能力。这可以从那里焊接质量被示出为多个不同的交互控制参数,机制和子因素影响和inmacr;uence在焊接质量的函数工业状况指出不同-ENT方式,向一个不同程度,以不同的速率和受到不同的法律。这种情况是由归因于机械性能的变化和不均匀性的噪声的变化进一步复杂化,化学成分,结构和加工材料的许多其它特征被焊接。
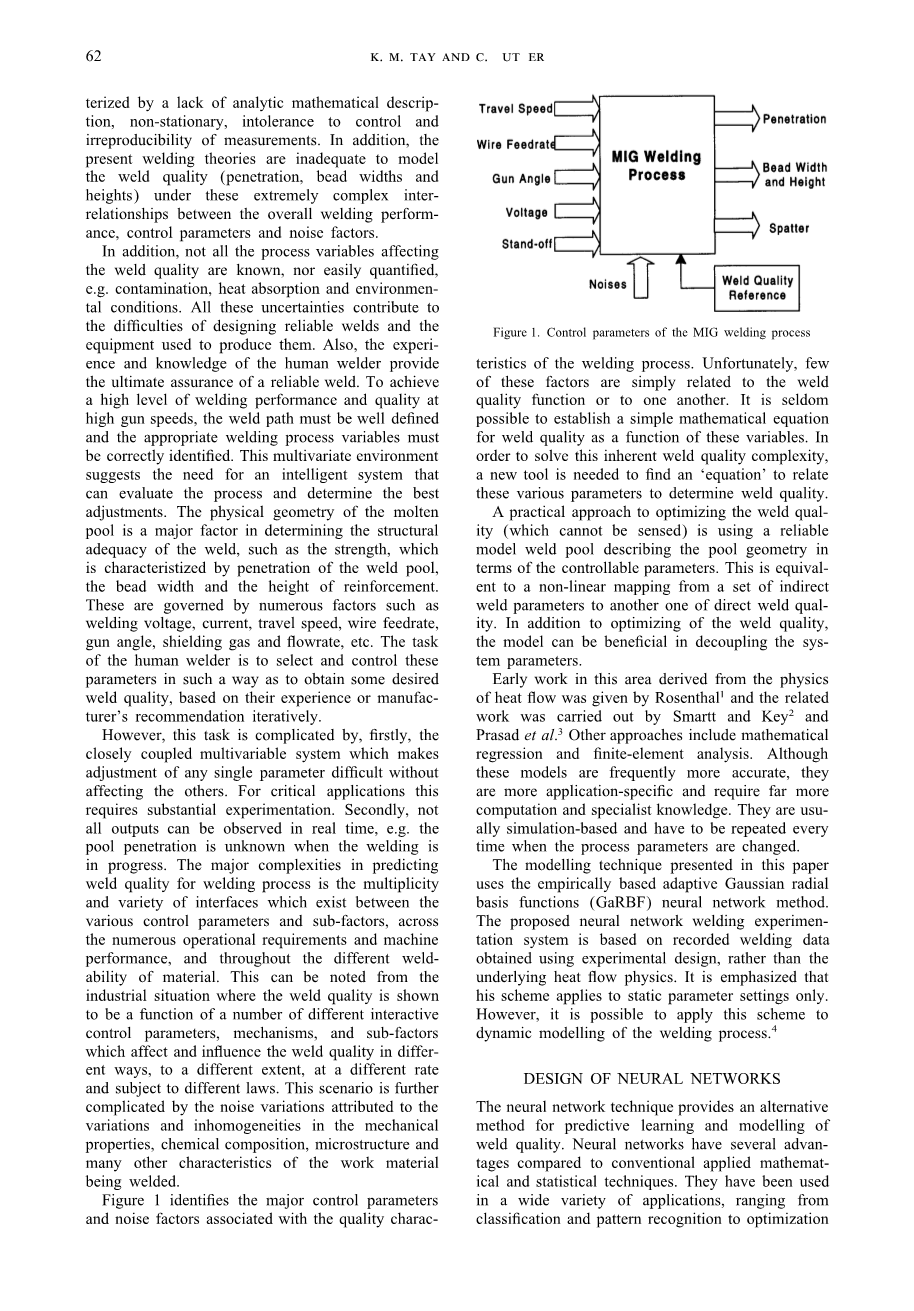
图1确定与质量字符相关的主要控制参数和噪声因素
图1. MIG焊接过程的控制参数
焊接过程的开创性意义。不幸的是,很少有这些因素都仅仅涉及到焊接质量的功能或到彼此。它是很少有可能建立焊接质量的简单的数学公式,因为这些变量的函数。为了解决这种固有的焊接质量的复杂性,需要一种新的工具来一个方程来涉及这些各种参数,以确定焊接质量。
优化焊缝质量(其不能被感测到的)一个实用的方法是使用描述在可控参数而言池几何一个可靠的模型熔池。这是从一组间接焊接参数来直接焊接质量中的另一个的非线性映射。除了焊接质量的优化,该模型可以在脱钩的系统参数是有益的。
在从热流动的物理衍生这一领域的早期工作是由罗森塔尔给出的原理和相关工作是由SMARTT进行和key和Prasad等其他方法包括数学回归和元素分析。虽然这些模型往往更准确,他们更应用特殊,并要求更为计算和专业知识。它们是乌苏-同盟模拟基和必须重复每次当处理参数改变。
本文提出的建模技术使用基于经验的自适应高斯径向基函数(GaRBF)神经网络方法。所提出的神经网络焊接实验系统是基于使用的实验设计,而不是潜在的热流动物理得到记录,焊接的数据。需要强调的是他的计划只适用于静态的参数设置。然而,可以应用这种方案的焊接过程的动态模型。4
设计神经网络
神经网络技术提供了预测的学习和焊接质量的建模的替代方法。相对于传统的应用数理统计技术,神经网络有几个优势。他们已在各种各样的应用中被使用,从古典模式识别优化和控制。的神经网络还提供用于实现连续地图坪的发电机埃里克技术中,相对于传统的统计技术提供若干优点。它们适用于增量学习,使神经网络模型为新的数据变得可用以增量的提高。它们也适合于在并行架构快速计算,并有良好的泛化能力和可以逼近多种功能。9plusmn;12自适应神经网络是基于泰 4 的工作 进行建模的基本焊接质量性能(Q),其可表达为:
提议的神经网络焊接系统由分布式计算自适应高斯径向基函数神经网络决定焊接质量,如图2所示。
输入被直接连接到与相关的输入矢量和径向基函数的质心之间的距离输出所述隐藏层非线性高斯函数的神经元。输出层构成,其计算的隐藏单元的输出的加权和的线性组合器。神经元之间的非统一的重量仅由神经元在层中的那些所述第二层中存在。输入被简单地直接通过统一重量11plusmn;13连接在层神经元在焊接过程中的下列形式表达的状态空间描述非线性F(bull;)的证明:
权重矩阵W和结构矢量z(x)的的存在,都与有限维14,15保证任何系统可以在形式操作的S其区域确认:
图2 神经网络焊接实验系统
yt 1 Wz(xt)
给定识别误差容限E内含。正是在这个意义上,自适应RBF神经网络提供了一个模型结构为代表的非线性焊接动力系统。识别的目的是估计在GaRBF膨胀的参数,例如,在预测误差渐近转到zero.16,17演示文稿中的出现直线,因此可以递归更新,这可以表示该参数。
这可以开发成局部模型
yAuml;t 1 Wtz(xt )
最初的神经网络被建立在网络上分阶段,每次训练一个隐藏神经元使用训练数据的训练。要注意的是在训练开始时,权重是随机分配的,除非另有说明是重要的。这意味着该误差函数的最小化开始于一个随机点,在通过重决定的地形,并搜索用于通过梯度下降方法的`地形的山谷“。其中,训练过程是停止点是当达到所需的错误或由一定数量划时代周期。这意味着停止准则取决于所需的误差,即,误差容差准则。一个小错误会提供更好的泛化,反而增加了训练时间。
训练结束后,将测试数据样品用于检查样本是否已经产生其通常表现良好(误差容限准则物种内)的经济模式。测试的子集被用于模型的性能的评价(测试其正确地概括能力)。基准,以确定该网络以达到更好的概括结果的再训练是否取决于测试性能。该测试亲塞斯包括预测的输出值,并与实际使用的输出值COM的配对吧。如果检测的预测误差小于说明误差公差准则内的所需错误,那么训练的神经网络是可接受的。当测试结果是令人满意的,测试数据样本和训练数据取样被组合和自适应神经网络重新训练上的所有数据样本,得到的最佳模式。
表一输入向量(控制变量)
|
输入参数 |
范围 |
三角洲 |
级别 |
备注 |
|
|
|
|
|
|
|
( 一个) |
180plusmn;680 |
100 |
6 |
丝进给速度会影响渗透,珠 |
|
线材进给率(英寸/转)的基础上 |
|
|
|
宽度和高度。 实验范围 |
|
标称的% |
|
|
|
包括推荐的焊接条件为 |
|
|
|
|
|
的平均值。 |
|
(B) |
10plusmn;20 |
五 |
3 |
这个范围包含推荐条件 |
|
根据行驶速度(英寸/分钟) |
|
|
|
作为平均值。 六个级别的旅行 |
|
标称的% |
|
|
|
速度被用于覆盖整个焊接 |
|
|
|
|
|
条件。 |
|
( C) |
20plusmn;30 |
五 |
3 |
电压影响渗透。 |
|
电压(伏) |
|
|
|
|
|
(D) |
0plusmn;20 |
10 |
3 |
该字gune角度影响渗透,焊缝宽度 |
|
枪角(度) |
|
|
|
和高度。 |
|
(E) |
03plusmn;045 |
0075 |
3 |
对峙影响渗透,焊缝宽度 |
|
对峙(英寸) |
|
|
|
和高度。 |
|
|
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[150486],资料为PDF文档或Word文档,PDF文档可免费转换为Word |
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


