窗体顶端
3D耦合宏观微观有限元建模和仿真用于合
金钢大环的组合锻坯和轧制过程
钱东升 严潘
窗体顶端
武汉理工大学,材料科学与工程学院,武汉430070
窗体底端
摘要:窗体顶端
摘要:径轴向轧环(RARR)是用于制造的先进的塑料旋转成形技术无缝大圆环。在RARR中,毛坯锻造和轧制是两个连续的成形工艺,前者对后者起着重要的作用,因为它对滚动有重要的遗传影响。然而,这种影响在RARR的当前有限元模型(FEM)研究中没有考虑,其中环坯的几何形状和热力学状态理想化和微观变形行为很少研究。在本文中,一个3D耦合宏观微观有限元(FE)模型AISI 4140钢大环的锻造和轧制过程的组合首先在SIM-UFACT软件环境,其可靠性过实验验证。基于有效模型,进化和分布规律,应变,温度,晶粒尺寸,动态再结晶等铸锭,环坯料到轧制环的过程中揭示。结果表明:(1)应变和温度分布在轧制之前或之后既不均匀也不对称。 (2)更高的温度和更大的应变都有助于更高的动态再结晶率。(3)较高的变形温度驱动动态再结晶晶粒尺寸越大越高应变速率降低。
窗体顶端
关键词:径轴向轧环 毛坯锻造 宏观FE模拟 大圆环
1.引言
窗体底端
窗体底端
窗体顶端
环轧是一种先进的塑料旋转成形技术,用于制造具有广泛尺寸和不同材料的矩形或预制截面的无缝机械环形产品。它广泛应用于工业领域例如汽车,机械,能源,飞机,由于其显着的低功耗和材料消耗,高效率和良好的产品性能的优势。环轧是一种复杂的3D成形工艺,具有不稳定和非线性塑性形变。基于某些假设的传统分析方法不能准确地揭示其变形规律,而实验方法具有昂贵的设备材料和时间成本。与这两种方法相比,有限元仿真是一种有效合理的方法,可以集中体现变形机理,直接显示形成缺陷,以较低的成本快速优化重要的工艺参数。因此,它也被认为是研究其他塑料旋转成形技术,如旋转锻造,旋转成形和十字楔形轧制的优选方法。
窗体顶端
环轧包括径向环轧用于小、中环和径轴向环轧。环轧的大多数有限元研究主要集中在径向环轧制,其中包括FE求解法,建模技术和变形规律。杨[11]最初使用刚塑性有限元法模拟T型截面环轧。但它只关注环形段跨越辊轧通道。 宋 [12]建模主辊和心轴采用完全耦合的传热元素在二维耦合热机械有限元模型的热ra-拨环轧制工艺。 Utsunomiya et al。 [13]开发了一个3D弹塑性有限元模型的冷环轧制。孙[14]分析某些轧制参数对动态再结晶的影响,使用径向环轧的3D模型的进化演化规律。对于环轧机,王和华[15]调查了模型以及热径向环内导辊控制方式的模拟滚动。最近,一些尝试用于FE建模和仿真RARR是在
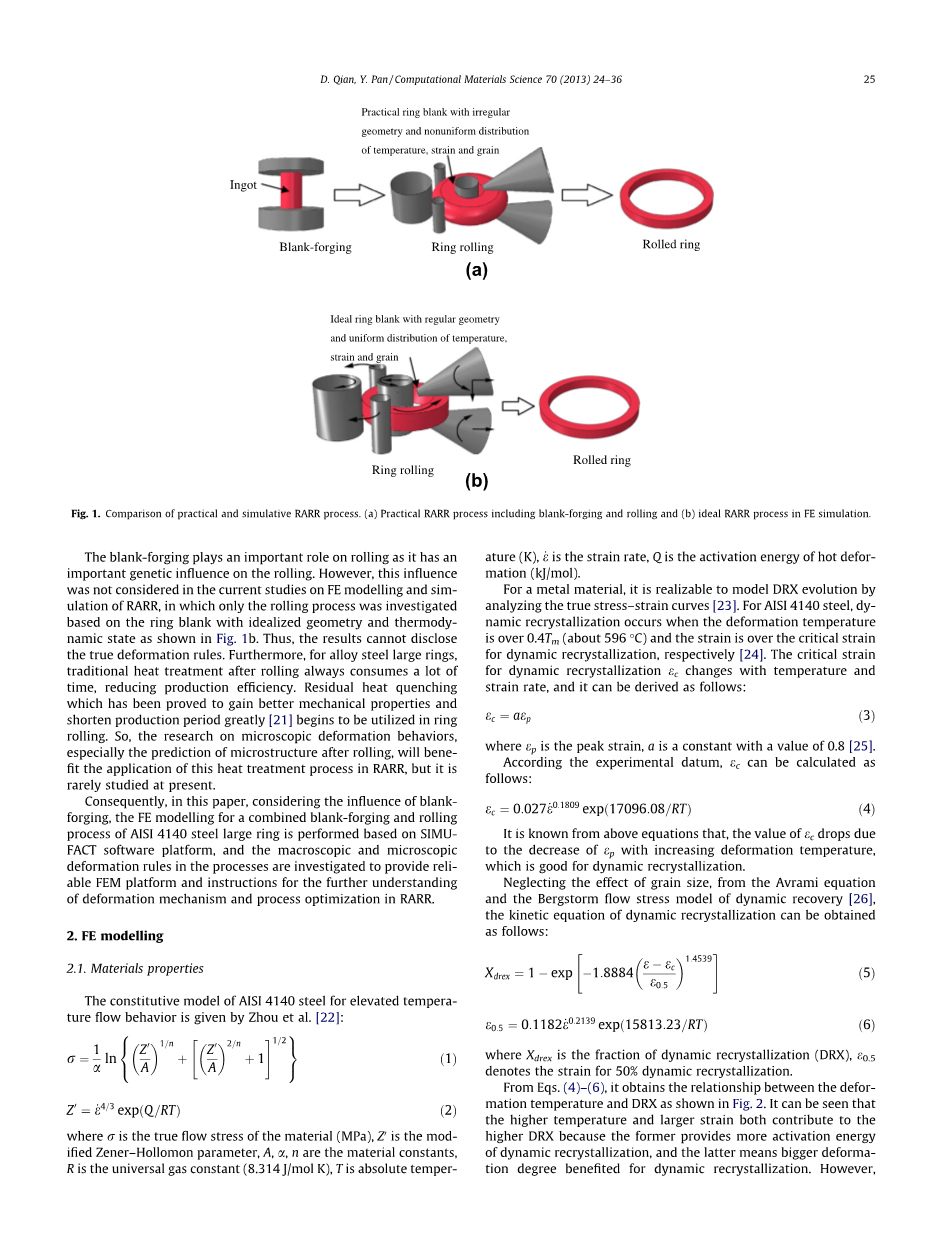
图1窗体顶端
图1 实际和模拟RARR过程的比较
窗体底端
以前的调查的基础上进行的。 Da-vey和Ward [16]开发了一种基于ALE流体的有限元模型,lation。 Kim et al。 [17]模拟了大型合金的轧制过程钢结构环下的MSC.SuperForm环境。周et al。 [18,19]建立了一种三维弹塑性耦合热电偶,机械有限元模型使用动态显式代码ABA-QUS /显式Jenkouk et al。 [20]使用Abaqus / Explicit子程序VUAMP和一个C 代码进行更现实的FE分析。然而,RARR包括两个连续的坯料是坯料锻造和轧制。如图1a所示。初始铸锭作为环坯在第一次液压机上锻造。然后,在环轧机上在环轧机上轧制环坯。
窗体顶端
毛坯锻造在滚动中扮演着重要的角色,因为其对滚动起着重要的源头影响。 然而,这影响在目前关于有限元建模和模拟的研究中没有考虑到,对RARR进行了研究,其中仅对基于具有理想几何形状和热 - 动态状态的轧制过程进行了调查如图1b示。 因此,结果不能表现真正的变形规则。 此外,对于合金钢大环,传统处理后的轧制总是消耗很多时间,降低生产效率。 残余热淬火开始利用在滚动上,已被证明能获得更好的机械性能,大大缩短了生产周期[21]开始利用滚动 因此,微观变形行为的研究,特别是轧制后的显微组织预测,这种热处理过程在RARR中的应用,但它在目前很少研究。
窗体顶端
因此,在本文中,考虑到坯料锻造的影响,基于SIMU-FACT软件平台进行了AISI 4140钢大环组合坯料锻造和轧制过程的有限元建模,宏观和微观变形规则 研究过程提供可靠的FEM平台和指导,以进一步了解RARR中的变形机制和过程优化。
窗体底端
- 有限元建模
窗体顶端
2.1 材料属性
窗体底端
窗体顶端
Zhou等人提出了AISI 4140钢的高温流动行为的本构模型[22]:
窗体底端
(1)
(2)
窗体底端
窗体顶端
其中r是材料的真实流动应力(MPa),Z是修正齐纳 - 霍洛蒙参数,A,alpha;,n是材料常数,R是通用气体常数(8.314 J / mol K),T是绝对值 温度(K),是应变率,Q是热变形的活化能(kJ / mol)。
窗体顶端
对于金属材料,可以通过分析真实的应力 - 应变曲线来实现对DRX演变的建模[23]。 对于AISI 4140钢,当变形温度超过0.4Tm(约596℃)时,发生动态再结晶,应变超过动态再结晶的临界应变[24]。 动态再结晶的临界应变随温度和应变速率变化,可以得出如下:
(3)
窗体底端
窗体顶端
其中εp是峰值应变,a是值为0.8的常数[25]。根据实验基准,εc可以计算为如下:
(4)
窗体底端
窗体顶端
从上述等式可知,e值随着变形温度的增加而降低,这对动态再结晶有好处。
窗体底端
窗体顶端
忽略了粒度的影响,从Avrami方程和Bergstorm流量动态恢复压力模型[26]
可以得到动态再结晶的动力学方程如下:
(5)
(6)
窗体顶端
其中Xdrex是动态再结晶(DRX)的分数,e0.5表示50%动态再结晶的应变。
窗体底端
窗体顶端
从等式 (4) - (6),得到了变形温度与DRX之间的关系如图2所示。 可以看出,较高的温度和较大的应变都有助于较高的DRX,因为前者提供了更多的动态再结晶活化能,后者意味着更大的变形程度有利于动态再结晶。然而,当温度或应变达到一定水平时,它们对DRX的影响变小。
窗体顶端
图2温度变形曲线
动态再结晶晶粒(DRG)尺寸可以计算如下:
(7)
窗体底端
窗体顶端
其中ddrex表示动态再结晶晶粒尺寸。
窗体顶端
如图3所示。变形温度越高,DRG尺寸越大, 应变率越高,意味着更多的变形同时降低。
图3窗体顶端
图3 AISI 4140变形温度曲线 - DRG尺寸
窗体底端
2.2关键工艺参数合理范围
窗体顶端
2.2.1坯料锻造过程参数
窗体顶端
2.2.1.1 毛坯尺寸。 根据图4所示的环坯和环之间的几何关系,并且体积保守原理在金属塑性变形中,环的毛坯尺寸可以描述为:
(8)
窗体底端
窗体顶端
图4 设计的毛坯与环的几何关系
其中B,H,R,r分别是设计环坯的高度,壁厚,外径,内径。 B,H,R,R分别记录环的高度,壁厚,外径,内径。 g是径向进给量与轴向进给量(R / A比)的比值,其定义为g = DH / DB,k表示RARR过程的滚动比表示为k = H B0 = HB,V是环的体积。
窗体顶端
从等式 (8)认为,环形坯尺寸取决于给定环尺寸时的R / A比和轧制比。 在RARR中,为了避免滚动过程中缺陷和折痕等缺陷,必须根据高度与壁厚(B / H比)的比值适当地确定R / A比值[27]。 郭等[28] 提出了合理的滚动比范围。 根据这两个参考文献,本文中的轧制比和R / A比可以确定为:
(9)
窗体顶端
其中R2是心轴的半径。
窗体底端
窗体顶端
组合方程 (8) (9),可以确定环的毛坯尺寸。
窗体底端
窗体顶端
2.2.1.2 锻造比。 锻造比K定义为:
(10)
窗体底端
窗体顶端
其中Bs,Be分别是镦锻之前和之后锭的高度。
窗体顶端
从参考文献 [29]铸锭高度与其半径的比率必须小于3,否则锭子在镦锻过程中往往会发生双重的膨胀变形,从而导致轧制的折痕。 此外,如果锻造比大于1.43,则锭内的缺陷逐渐扩大,然后逐渐变窄,或者中心的裂纹倾向于保留。 此外,锻造比过大会导致铸锭表面产生剪切裂纹,并对压力产生额外的负荷。 对于AISI 4140,合理的锻造比例范围为2.5-3.0。
窗体顶端
2.2.1.3 冲头销的直径和预穿孔深度。 打孔销d1的直径与解圈环的内半径一样大。
窗体顶端
根据参考文献[29]如果工件D的直径与冲头销d的直径的比率大于2.5,并且工件高度与其直径的比率小于1,则应该通过预穿孔形成孔,并且 分别从两个端面刺穿。 预穿孔深度为工件高度的一半或三分之二。
窗体顶端
此外,由于在穿孔期间被芯材张紧,工件将缩短并且其端面将不均匀。 因此,确保环形坯料的高度和调整其端面有一定的镦锻余量。
窗体底端
窗体顶端
2.2.2 RARR的工艺参数
窗体底端
窗体顶端
基于稳定的滚动条件[30],我们以前的工作[22]提出了关键工艺参数的合理范围,在RARR中,可以描述如下:
窗体顶端
a.主辊和心轴的半径:
(11)
窗体底端
(12)
窗体底端
窗体顶端
其中R1是主辊的半径,beta;r表示径向通过的摩擦角,Rmin,1,Rmin,2分别表示R1和R2允许的最小值。
b.圆锥滚子尺寸:
对于圆锥滚子c的锥角,其合理范围可以推导如下:
(13)
窗体底端
窗体顶端
其中gamma;min是gamma;的允许最小值,beta;a是轴向摩擦中的摩擦角,Si0表示从圆锥滚子的顶点到环和圆锥滚子的内表面之间的接触点的初始距离。
窗体顶端
对于锥形辊H的高度,必须确保锥形辊在整个
剩余内容已隐藏,支付完成后下载完整资料
英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[138210],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


