径轴向碾压过程中定心辊的控制方法
控制定心辊的运行方式可以保证环的圆度和去除径轴辗环过程的不稳定性。轧制环位置是由轧制环的变化速度和关键工艺变量共同控制,如环的几何形状,辊形和轧辊进给率。定心辊运动坐标由圆环外半径增长速度和环的中心连接心轴的中心与定心辊中心的连接心轴的中心组成的角alpha;决定。在径轴向碾压过程中,圆环的变化和角度的变化为定心辊移动提供实时坐标。液压调节机构利用连杆组件的参数化设计和梁的弯曲理论建立了一个成功的径轴向碾压方法。为了验证该控制方法的可靠性,用有限元软件模拟锻造环境对一个外直径510mm 42CrMo4环进行环轧制实验。实验结果表明,这些方法可以保证径轴向碾压环的圆度和提供稳定的碾压过程。
关键词:位置控制,液压调节机构,定心辊,径轴向辗扩
1.简介
环件轧制被广泛用于制造无缝环形零件,如螺距轴承座圈,发电厂塔法兰、航空发动机、核反应堆部件。环件轧制具有良好的晶粒流动性和良好的表面质量,这是轧制环的最重要的优点。
以前对径轴向辗环机过程(PARR)进行了有限元分析,特别是使用的混合网格技术,动态显示的方法和ALE方法对环轧制进行全面的三维分析。被赋予越来越多的关注有限元为环件轧制提供了稳定成形技术。对环轧制进行合理的三维有限元研究是必不可少的,在环件轧制中进行成功的三维有限元模拟是去研究定心辊,轴向辊旋转速度和轴向辊架的后向速度的最好办法。
定心辊位置控制方式是保证环的圆度的关键。然而在定心辊效应的仿真研究中没有充分讨论轧制环的外径。为了在有限元分析中模拟定心辊在环件轧制中的作用。Forouzan等人提出了热轮辐法。
王等人预测定心辊对二维平环轧制的传递运动,华等人用冷板轧机研究了冷辗扩机单定心辊的跟随运动。上述研究有效地模拟了二维环件平环轧制,但却不适用于大尺寸三维轧制模型。这可能是因为中心辊建模的复杂性和高非线性的过程。杨等人在ABAQUS软件环境下的弹塑性动力有限元中研究了一种控制定心辊在三维轧制模型采用液压调整机构的方法。然而,它只适用于纯径向环轧制(PRRR)。
虽然现在工厂目前正在使用多辊环轧,但是在最近几年已经很少安装。现代的工厂是主要使用双道径轴向辗环型(RARR)。和纯径向环轧制(PRRR)相比,双道径轴向辗环(RARR)可以显示出环的复杂的相互作用和在径向和轴向增加一对轴向圆锥辊的透视环境。定心辊的不协调运动经常导致意外失真和环错乱的行为,因此,决定轧制环的变化和建立定心辊协调运动中的各种工艺变量之间的数学关系来确保环的圆度,并在轧制过程中消除任何不稳定性虽然是困难的但是却是必须的。
最近的研究趋势是为现实环轧制设备建立一个先进的有限元模型。王等。提出了一种完整的虚拟环轧制过程工艺建模方法。为了确定双道径向轴向辗环的稳定成形条件,周等人建立了三维弹塑性耦合热力耦合有限元模型。Jenkouk 等人通过简单的自行设计的控制逻辑,证明了有限元自适应运动控制的可行性,而且这些研究利用有限元模拟还提供了工艺变量和刀具运动环的产品形状和变形行为的影响。
本研究的目的是为定心辊发展一个位置控制方法和液压调节机构。前者是由环的变化速度和关键过程变量之间的数学相关性,如环的几何形状,辊形,和进给速率的轧辊确定。环的变化过程和环的中心连接心轴的中心与定心辊中心的连接心轴的中心组成的夹角的变化为定心辊移动提供实时坐标。定心辊位置控制方法是在一个三维轧制模型软件环境下建立的。这种方法的影响在于通过对42CrMo4环进行轧制试验得到的这结果,对圆环的接触分布和圆度进行了分析。为了建立一个成功的双道径轴向辗环过程,利用连杆机构的参数设计和梁弯曲理论计算出了液压油缸的临界压力。同时为了验证液压调节机构的可靠性,还进行了环件轧制试验。
2.定心辊的控制方法
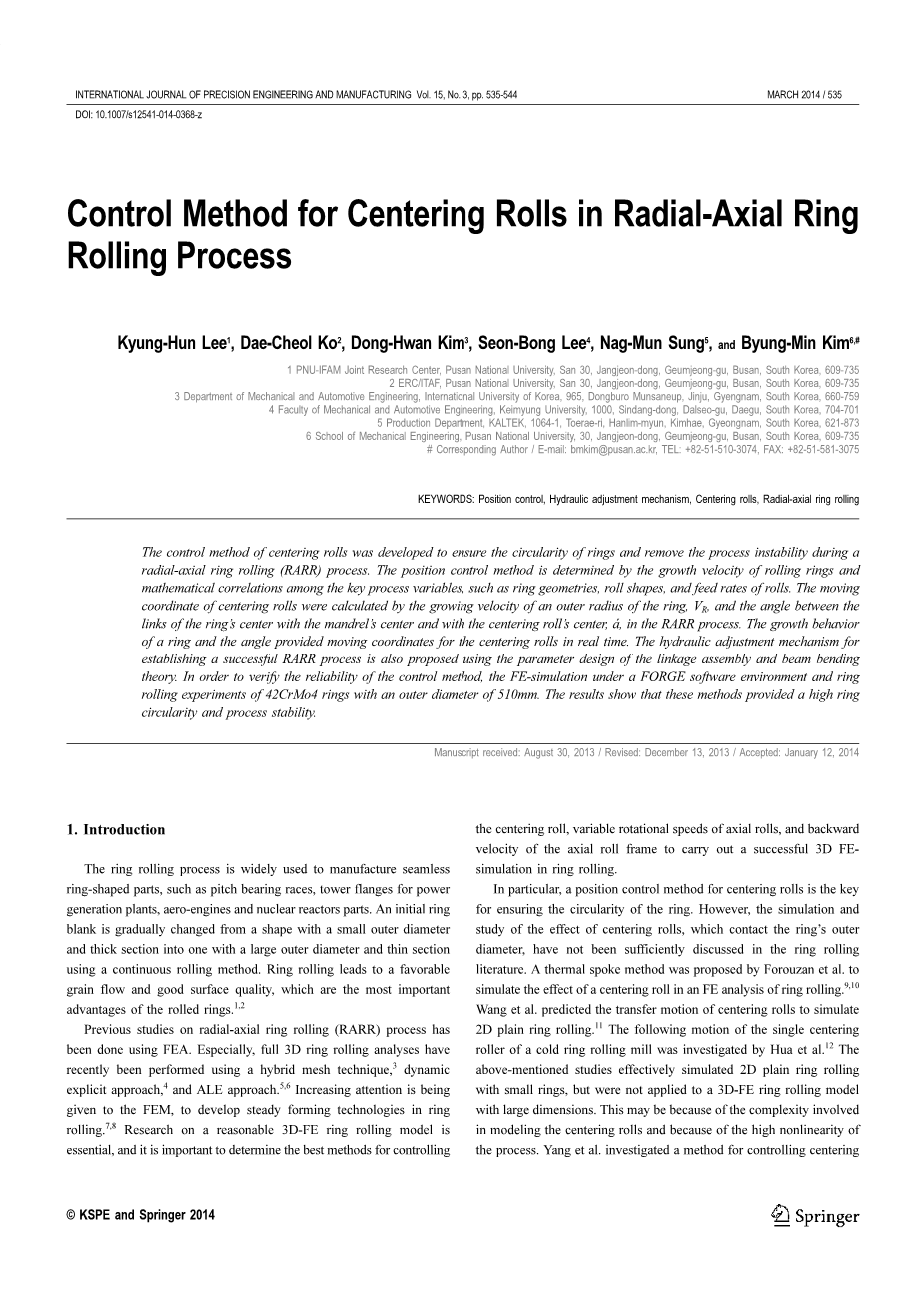
图一是RARR的操作原理原理示意图。两组轧辊放在相对于环的中心截然相反的位置:主轧辊和芯辊的水平排列,上、下轴辊垂直放置。主辊以恒定的速度N进行旋转,同时芯辊以速度V向固定轴主轧辊移动,直到它们覆盖环形坯料的端面。上轧辊以速度V向下轴辊滑动以减少环的轴向高度,而一对液压定心辊接触环外部,以确保环的圆度和环在纵轴的正确位置上。
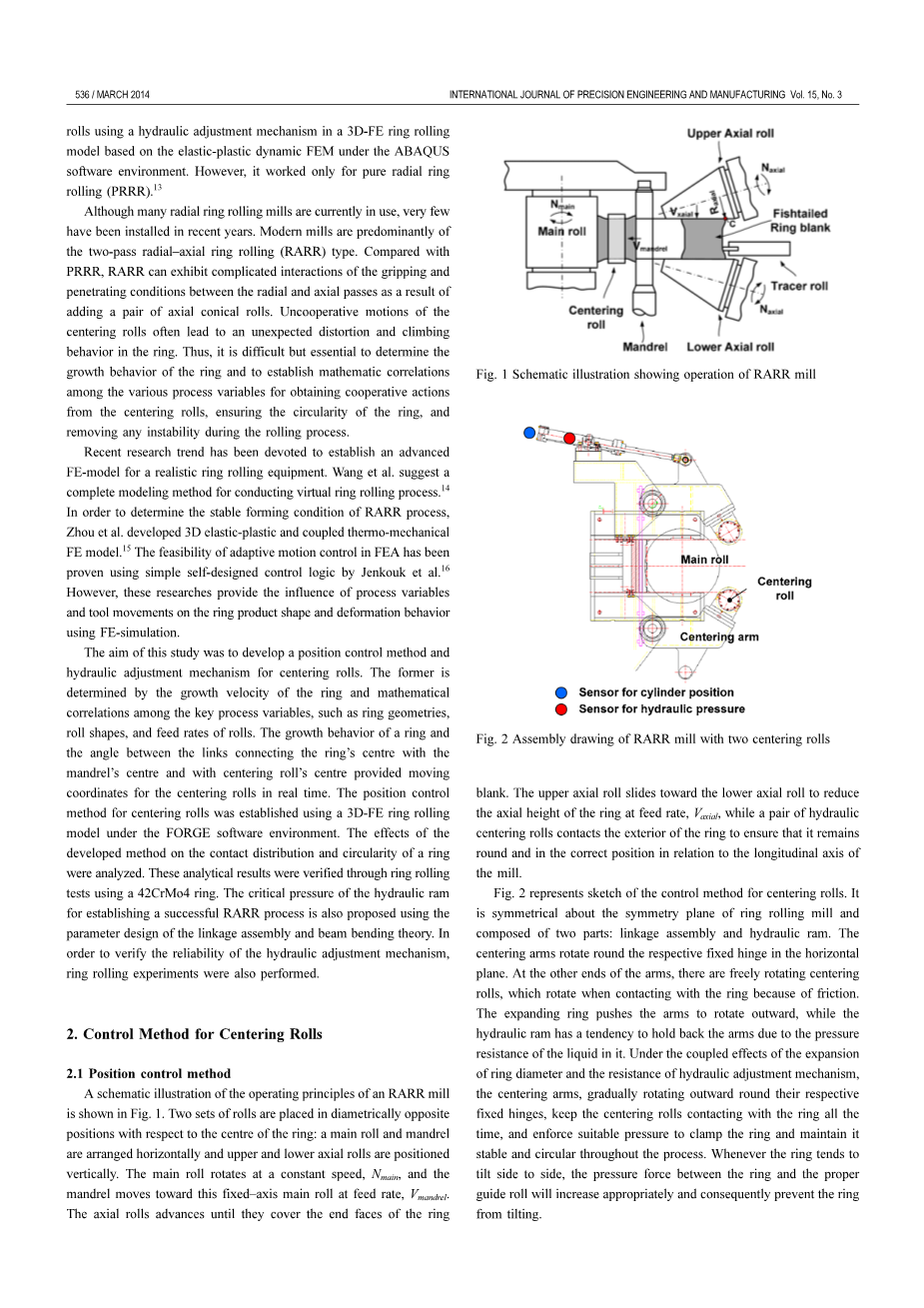
图二是定心辊的控制方法示意图。定心辊以轧环机垂直平面左右对称,定心辊由连杆总成和液压油缸两部分组成,定心臂在水平平面上围绕各自固定的铰链转动。在定心臂的另一端有可以自由旋转的定心辊,定心辊由于与环接触时产生摩擦而转动。环由于扩大而推动定心臂向外旋转,然而由于液体中的压力阻力,液压油缸阻止定心臂向外旋转。在环直径膨胀和液压调节机构阻力的耦合作用下,定心臂逐渐围绕各自固定的铰链向外旋转。同时保持定心辊与环始终接触,并维持合适的压力夹紧环,使整个轧制过程保持稳定和流畅。当环向一侧倾斜时,环和定心辊之间的压力会适当增加,从而防止环倾斜。
图一RARR工作原理图 图二定心辊的工作原理图
图三是RARR的连杆组件的示意图。为了便于分析,建立了以主轧辊中心为原点的系统。主轧辊转速、芯辊进给速度和轴向辊进给速度通常是预先确定的,但是两个定心辊的位置是不确定的。在实际过程中,通过控制有限元模型中定心辊的速度,调节液压缸头与定心辊总成之间的距离,可以有效地实现上述条件。
图三定心辊联动装置示意图
定心辊的速度与环的外径的变化密切相关。忽略环的波动并且环轮廓在任何横截面保持矩形的同时而环的轮廓在整个过程中仍然是圆形。根据圆环毛坯的几何条件和轧制条件列如心轴,上轴辊的进给速度和塑性变形中的定容条件,可以获得环的变化速度。
其中R0,r0,和H0分别是未变形环的外径,内径,和未变形环的高度,Rf,rf和Hf分别是变形环的外圆半径、内半径和高度。变形环形状的尺寸应由目标产品中每一个环的公差(Z)来确定,而且被轧制机的系统容量的大小和重量限制。这个允许公差是:
C1=2.54mm(由DIN 7527 查的),C2=0.579mm(由环直径变化可得),C3=0.209mm(由环的高度可得),C4=(由毛坯大小引起的波动获得)
S0是未变形环的厚度,Ri、RI和Si分别是环的瞬时外半径,瞬时内半径和变形环壁厚
把上式(3)(4)带入(1)中可得,
HI是瞬时环高。C是一个常量,上式可表达为
公式(5)的时间倒数是
在上式中VR是环外半径的瞬时增长速度。 所以
上式中的 Vmandrel和Vaxial分别表示芯辊和上轴辊的瞬时进给速度,在公式(8)和(9) 中假设环壁厚的减少速度等于轧辊进给率,列如
把(10)和(11)带入(5)和(6 )中可以得到,
定心辊和环的相对位置实际上改变了整个过程,环的中心连接心轴的中心与定心辊中心的连接心轴的中心组成的角命名为a,这个角度alpha;,可以由定心辊装配角度theta;1和环轧机设备的几何形状,如主辊半径RD,和连接组件的长度,A1,A2,L1等决定,其中A1=337mm,A2=710mm,L1=927.9mm。由上面的条件可以得到以下表达式
把式(15)(16)带入(14)中可得,
为了确保连杆总成在轧制过程中不会干扰主轧辊,必须满足以下条件:
- A2gt;RD 2.Llt;=1199.8mm,其中A2是从主轧辊中心到中心辊铰链的垂直距离。根据设备规格,定心辊组件中心和液压缸中心之间的最小和最大距离,Lmin,LMAX,分别为670mm和1199.8mm。从连杆组件的几何关系,可以得到
alpha;i的下列表达式,
在RARR轧制过程中定心辊的速度可以从环的外半径 VR,i,的变化速度和环的中心连接心轴的中心与定心辊中心的连接心轴的中心组成的角alpha;i 得到可以投射到x 和y方向上,
在有限元软件中,定心辊的位置可以利用轧辊的各种速度确定, 例如Vmandrel,i, Vaxial,i, Vcentering,x,i, 和Vcentering,y,i。
2.2 液压控制方法
在实际过程中定心辊是由液压调节机构控制。液压调节机构随环半径的变化而灵活的调整定心辊的位置。
在实际应用中可以确定定心辊联动装置和液压缸之间的距离(L)的环磨设备被优先使用,
Theta;=pi; - (theta; theta; theta; theta;),距离L确定使用连接组件的长度和角度L2,L3,theta;1,theta;2,theta;3和theta;5,同时液压调节系统控制计算后的距离L。
图四显示了当点HC被设置为支点时定心辊连杆组件和液压缸的力矩平衡图,
FC和FH分别为定心辊和液压力的接触力。所以液压油缸的流体压力是
A是活塞的横截面积。
图四定心辊连杆总成及液压缸示意图 图五环受力示意图
环的受力图如图5所示,其中FC是由定心辊轧制时施加的压力,alpha;是水平方向和定心辊中心和环中心连接线之间的夹角,RR是曲线环梁的有效弯曲半径,Ra是外半径和内半径的平均值,固定支架上轴承承受的最大弯曲半径可由下式表达,
根据梁弯曲理论,只要满足下列表达式,曲线环梁不会产生塑性变形,
其中S和sigma;y.s分别是环空曲线梁截面模数和屈服应力.
将26带入27中可得,
综合25,28和29可以得到,
所以临界压力是
3.1 RARR的有限元分析
为了进一步研究所开发的控制方法,并证明其四面体元素的四个节点。一共有1806个节点,径向和轴向产生15900个元素和在环形出现的3700个节点,轧辊元件数量见表1。此外,用不设置定心的方式来验证提出的观点。输入参数包括环材料;环和辊之间的摩擦系数;轧辊,环坯,轧制环的大小,主辊转速、芯棒和上轴辊进给速度。使用的材料是42CrMo4,这相当于美国的合金aisi4140其密度和泊松比分别为7850kg/m和0.290,在不同温度和不同应变率得到的应力-应变曲线在图七所示。环和主扎辊之间的摩擦系数被认为是一个恒定的值0.178,定心辊被假定为具有光滑的表面。因此,摩擦系数为零。一般工艺条件如表1所示。
图六RARR三维示意图 图七42CrMo4在不同温度和不同应变速率下的有效应力-应变曲线
轧环尺寸如均采用有效尺寸,图六中显示的RARR的三维有限元模型是使用FORGE-3D软件平台开发的 ,一对热力耦合分别是1000850125mm和75mm。主辊和芯轴的半径分别设计为425mm和65mm,锥角theta;的一半为20°,旋转的转速为23.5rpm。根据壁厚与环高的关系的计算和设计环形毛坯如公式31所示
一般来说,环形坯料的内径应略大于芯轴的内径。在本次研究中,芯轴的直径被设计为130mm,所以环坯的内径()设计为150mm。根据轧制过程中的体积恒定性,可以通过以下关系获得环坯壁厚()的数值,
通过体积恒常性可以得出了毛坯高度和毛坯外径。通过计算可以得到它们的只分别是146mm和510mm.
图八初始坯料尺寸
在图八中,矩形OABC表示变形环的最终横截面,圆环毛坯的初始截面高度、厚度和外径分别是146mm,180mm和510mm.
图十定型辊的预计进给速度 图九环几何形状的变化曲线(a)
图九辊环的生长速度和进给率(b)
图十一接触辊和环空间分布:(a)侧视图(b在初始状态)(c)轧环减少50%(d)环件轧制后
保持轧制环恒定的增长速度可以减少严重的动态接触和碰撞这样可以提高环的工艺的稳定性。李根据可行域提出了一个环增长速率的范围,公式33 34 35可以解释这个观点。所以轧辊的进给速度必须逐渐减小以保证环有一个稳定的增长速率10mm/s,就像在图9(b)中展示的。
参照上述描述的完整建模分析,两个定心辊的运动被视为
剩余内容已隐藏,支付完成后下载完整资料
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[138212],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


