钛板精细过程的数值模拟
本研究是为了研究改善钛坯料切割面质量的新可能性而进行的。为了预期的目的,进行了许多对消隐过程的数值模拟。
精冲是成品制造中最常用的方法之一。采用减少间隙的冲裁或通过V形环压头的材料镦锻的冲裁可以获得不需要进一步加工的高质量切割表面。有限元方法(FEM)对数值模拟的应用可用于对精密冲裁过程的有效分析。
在本文中,提出了由2级片钛制成的盘的精密冲裁的数值模拟的结果。使用基于FEM的ADINA System v.8.6进行计算。测试切削刃之间的间隙效应,以及V形环压头的存在和位置对剪切区中的应力和应变分布是该工作的主要目标。数值模拟可以得到刀具几何形状对冲裁过程的影响,并因此得到切削表面的质量和形状。基于数值模拟只能推导出切面外观,因此数值模拟应该用实验测试完成。
关键词:精密冲裁,钛板,数值模拟
1.介绍
钛元素切面通常通过常规方法切割,即通过两个刚性切割边缘(闸刀或冲切模)切割,本文进行了探索钛元素切面质量提高的新的可能性。冲切不仅用于制备进一步成型的坯料的第一步骤,而且用于制造成品,可以直接进行装配而不需要额外的机械加工。快速生产的发展导致了对高质量产品需求的增加。这也涉及共用的坯料,对于这些坯料,干净的切割表面,精确的几何形状和高的尺寸精度是非常必要的。保持下列元素是很重要的:表面平整度,通过部件的整个厚度和侧壁的垂直度具有相同的尺寸。在这些情况下,可以应用精密冲裁[1-3]。 在常规冲裁中产生的毛刺可能导致一些表面缺陷,例如拉拔部件上的划痕和凹痕,这是难以消除的。此外,毛刺在一些冲压操作(例如折边)期间会引发裂纹。为了提高切面质量,进行了大量的实验研究和许多数值模拟[4-14]。它们的目的是确定如下参数:切割速度,间隙,刀具几何形状等。不幸的是,目前关于片状钛形成和钛片的剪切的知识是比较少的。这是由于钛及其合金在商业规模的生产使用中时间比较短。在文献中,有关这个研究项目的作品很少[15,16],因此作者决定对钛板的精密冲裁工艺进行数值模拟。
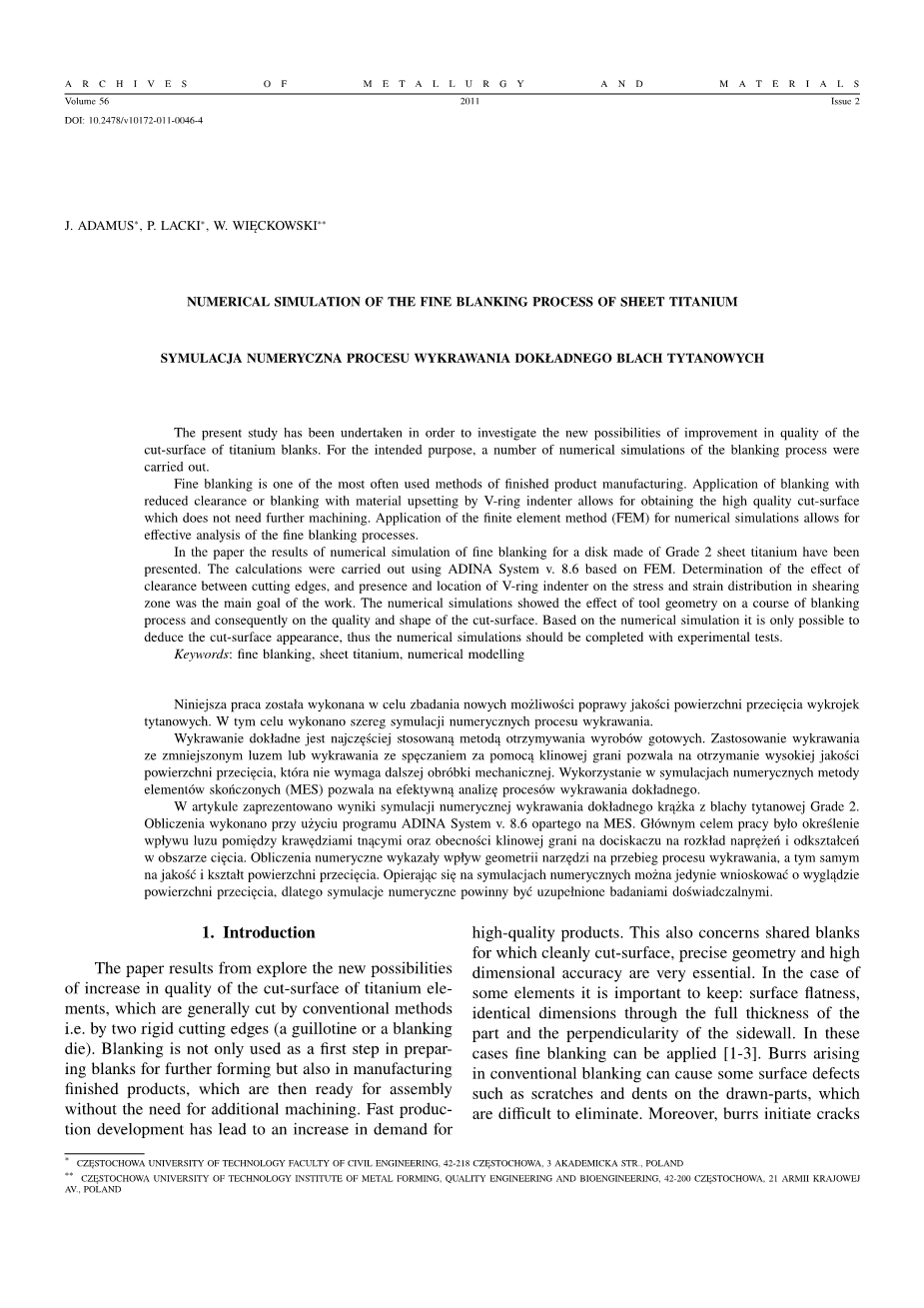
精冲是用于获得比较精致形状元件的工业制造技术。该工艺的主要特点是高质量的切割面,不需要进一步加工。通过V型环压头(图1)进行材料镦锻的具有较小的间隙或冲裁的冲裁是用于冲裁有色金属材料的最常用的方法。这些方法的基本性质是确保在剪切过程之前和期间有利的应力和应变状态,这保证了切面的所需质量。刀具几何形状,其强烈依赖于冲裁模具结构,并且冲裁材料的性质是影响剪切区中的应力状态的主要因素,并因此影响精密冲裁的过程[1,3,16-20]。
正确选择允许获得高质量元件的消隐参数需要耗费劳力的实验,或者可以基于消隐过程的数值分析来指定。FEM在金属成形过程的模拟中的应用,以及消隐,使得能够分析过程的后续阶段和预测假定过程参数的结果,并且限制昂贵的实验[10,16,20,21]。
2.数值分析的目标和范围
确定的影响:
- 模具和冲头的切削刃之间的间隙,
- 使用压板或V形环压头的平面压板,
关于切割区的应力和应变状态是数值模拟消隐的主要目的。
在本文中,提出了由1毫米2级板钛制成的盘的精密冲裁的一些数值计算结果。已经确定断裂起始及其传播。影响应力状态的最佳参数的选择保证了所需的切面质量。在切削区形状和材料断裂的基础上,可以推断切面的可能外观。然而,精细冲裁的数值模拟是对冲切研究的延续[15,16],不能完全描述切面。因此,实验研究应该是数值模拟的补充[1,6,13,15]。
3.精细冲裁的数值模拟
有限元模型的几何呈现在图2中。由于轴对称性的问题,假定精密消隐的二维轴对称模型。数值模型由5074个4节点正方形元素和16015个节点组成。在剪切区中使用非常精细的有限元网格,目的是获得更好的计算精度。使用基于有限元网格(FEM)的ADINA System v。8.6进行数值计算,并允许假定材料硬化和工具与金属板之间的接触的非线性描述[22]。
假定完全刚性材料模型用于冲裁工具和各向同性,弹性塑性材料模型的冲切钣金(基于von Mises标准与塑性流动规律相关的模型,使用von Mises可塑性函数和各向同性硬化原理) 计算。用于计算的实验确定的材料参数在表1中示出。
表1 EN AW-1070A的材料特性
|
抗拉强度 Rm [MPa] |
屈服强度 R0:2 [MPa] |
杨氏模量 E [GPa] |
泊松比 nu; |
sigma;p=Kpsi;n |
|
|
352 |
368 |
110 |
0.37 |
822 |
0.18 |
为了计算,假定恒定的模具直径Dd,而通过改变冲头直径DP来确定间隙值c。使用材料镦锻的精密冲裁对具有相同的1%的金属板厚度的间隙的V型环压头dV的不同位置进行模拟。另外,对于可变间隙值,进行没有压头和反冲头的精密冲裁的模拟。在计算中假定的参数示于表2中。
使用库仑的模型描述了工具和金属板的配合表面之间的接触现象:
tau;f=mu;sigma;n
其中:tau;f和sigma;n分别为与摩擦面相关的剪切和法向应力和mu;g摩擦系数。
下料过程的建模需要采用数值模型的断裂标准,这允许由于材料分离过程的分析过程[1,7,23]。在精细冲裁过程的数值模拟中,材料分离是基于[5,18]中提出的标准建模的。它考虑了下列公式成立的位置处的初始裂纹的外观:
此时:ε* - 最大拉伸应力, - 断裂应变”,- 有效应变, - 有效
应力,C - 常数,取决于材料种类。
表2 精细冲裁过程的FEM模型中假定的参数
|
参参数参数参数 |
值 |
|
Dd[mm] Dp[mm] c = Dd- Dp[mm] Rp[mm] Rd [mm] Rv1[mm] Rv2[mm] theta;g.] V形环压头位置dv [mm] 保持力Fb [N] 反冲力Fc [N] V形环压头高度hv [mm] 摩擦系数mu; |
31.7 31.69; 31.60 0.01; 0.1 0.025 0.025 0.3 0.1 90 0.4; 0.7; 1.0 64 000 16 000 0.3 0.15 |
假设沿着切割线出现最高的应变,并且在消隐操作中应力的值是恒定的,则上述标准可以减少为以下公式:
最后,可以假定材料分离发生在具有给定有效应变值C01的位置:
其中:n - 计算步骤数,- 元件中的应变增量。
根据假设的简化,通过确定最大允许有效塑性应变“εpe= 0:82”来建模断裂标准。根据[1]中描述的方法,在拉伸试验中实验确定有效塑性应变的值。在给定元素的积分点处满足断裂标准的时刻,从数值模型中移除元素。
4.数值模拟结果
冲模和冲头的切削刃之间具有减小的间隙的冲切是最简单的精密冲裁方法。计算结果表明间隙对剪切区中的应变和应力值的重要影响,并因此显示了冲切过程和切割表面形状。间隙的减小限制了由于切削刃之间的横向位移而作用在坯料上的弯矩。弯曲力矩是剪切区的拉伸应力。在图3中示出了对于0.14mm的冲头位移,在常规冲裁(c = 0.10mm)和具有减小的间隙c = 0.01mm的冲裁之间的塑性应变分布的比较。与精密冲裁(图3b)相比,塑性应变对于常规冲切(图3a)不那么密集。在从模头和冲头的切割边缘开始扩展的精密冲裁塑化区域期间,塑性变形开始,较早地结合。间隙减小导致断裂开始的延迟。所有这些都产生更平滑的切割表面。
具有减小的间隙的冲裁和冲裁材料的额外镦粗是另一种非常有效的精密冲裁方法。为此,使用确保减少剪切区中的拉伸应力的冲裁模具的特殊构造。平坦的压板和反冲头的应用是用材料压缩进行精密冲裁的最简单的方法。在实践中,没有适当选择间隙或应用平坦的压板在消除拉伸应力方面是足够有效的。事实证明,精密冲裁加工领域的一个重要技术突破是应用带V型环压头的保持架,在剪切区产生有利的应变和应力状态的变化,结果产生了高质量的切割表面。该方法的主要缺点是需要应用特殊工具和压力机,因此与传统的冲切操作相比,具有更高的成本。
材料压缩的精密冲裁在剪切区中的应变分布示于图4中,而应力分布示于图5中。V形环压头的存在影响应变状态。在V形环压头附近出现附加的塑性应变导致材料经历硬化。因此,处于直接剪切区域的材料相比于远离冲头的材料在切割方向上流动。塑性材料通过产生压缩应力影响在切割线的直接区域中的材料,因此减少了有助于断裂的拉伸应力。然而,过大的压头距离限制了材料强化对直接切割区域中的塑性应变的影响,从而限制了拉伸应力补偿的效果,这不利于实现镦锻的精密冲裁的预期效果。数值尤其是塑性应变的范围更是取决于V形环压头的几何形状和位置。V形环距离压边框边缘的距离过小导致材料沿着冲头的切割边缘和压头的顶端之间的线应力增加,这可能导致材料粘结中不可预见的损坏。
5。结论
作者与该公司合作生产钛元素板料,其中许多是通过下料制成的,切割表面质量不足需要额外的加工 - 磨削,这是非常麻烦的。因此,作者尝试通过使用精细冲裁而不是常规冲切消除这种操作。
在数值模拟中应用FEM可以使用不同的初始工艺参数(V形环压头等的间隙,位置)分析不同的冲切方法。计算结果显示了所考虑的几何参数对冲裁过程的基本影响,并因此显示了切面的形状:
—V形环压头在其附近产生额外的塑性应变,这影响材料的硬化。因此,处于直接剪切区域的材料相比于离开冲头的材料更倾向于沿切割方向流动,因此与使用平坦的坯料保持器进行冲裁的过程相比,在直接剪切区域中的塑性应变集中,因此早期的材料分离。数值尤其是塑性应变的范围强烈地取决于V形环压头的几何形状和位置,
- 过大的压头距离限制了材料硬化的效果和拉伸应力的补偿效果,这不利于实现精密冲裁与镦粗的预期效果,
- V形环距离压边框边缘的距离过小导致材料沿着冲头的切割边缘和压头的顶端之间的线应力增加,这可能导致材料粘结中不可预见的损坏,
- 计算结果可以预测关于坯料切割面的可能形状的材料断裂和扣除,
- 精密冲裁过程的模拟需要进一步的实验验证,以确认所开发的数值模型其采用假设的合法性以及其采用的材料裂纹标准的有用性。
- 进行的数值模拟允许作者选择适当的冲裁工具的几何形状,特别是V形环压头的几何形状和位置。真正的下料工具将在最近的将来进行,因此计算结果将通过实验验证,结果将在其他出版物中介绍。
致谢
结构基金在运作计划中的财政支持由欧洲区域发展基金资助的创新经济(IE OP)即“航空航天工业的现代材料技术”项目,POr.01.01.02-00-015 / 08-00资助,感谢。
参考文献
[1] S.Ku t,一些参数对精细冲裁产品质量的影响,2006.
[2] T.C. L e e, L.C. C h a n, B.J. Wu在冲裁过程中的应变行为 - 精密冲裁与常规冲裁,J.Mater。 处理。 技术。 48,105-111(1995)。
[3] Z. P o l a n s k i,消隐,1978.
[4] D. B r o k k e n, W.A.M.预测下料产品的形状:有限元法,J.Mater。 处理。 技术。 103,51-56(2000)。
[5] F. F a u r a, A. G r a c i a, M. E s t r e m,有限元分析在消隐过程中的最佳间隙,J.Mater。 处理。 技术。 80-81,121-125(1998)。
[6] A.M. G o i j a e r t s, Y.W. S t e g e m a n, L.E. G o -v a e r t, D. B r o k k e n, W.A.M. B r e k e l m a n
剩余内容已隐藏,支付完成后下载完整资料
英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[139819],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


