
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
AGV系统采用分布式控制的双电机驱动
Yon Sang Cho1,a, Sung Jae Jun2,b and Heung Sik Park1,c
关键词:AGV(自动引导车),PC系统,双电机驱动,分布式控制,硬件模块,软件模块,多线程方法,多进程
摘要:随着工业中柔性制造系统(FMS)的最近进展,已经越来越注意自动引导车(AGV)系统。AGV是用于在站之间运输材料而不需要由操作者控制的自供电单元。这样的系统具有多个传感器以识别外部状态,并且被设计成在没有外部辅助的情况下在站之间行进。为了快速且独立地管理每个设备,它需要具有主计算机作为主机的分布式控制器以及多个微控制器。在本研究中,构建了具有双电机驱动的AGV系统。一个有Pentium 4处理器的个人计算机被设置为分布式控制的主要主机,并且与电动机管理中的其他微控制器通信。每个电机的速度也由微控制器控制。
介绍
近年来,随着制造业已经变得越来越自动化,以便提高生产率和制造质量,对使用AGV系统来自动化运输已有越来越多的兴趣 [1-3]。这样的系统需要具有视觉技术和集成开放系统的基于计算机的智能操作系统。为了开发它们,基于PC的机器人和自动化系统已经被广泛研究 [4-6]。通常是具有基于PC的控制器的硬件平台对于连接和适应外围设备是非常有效的。因此,它们具有通用目的使用和通过视觉技术和图形界面环境的智能和方便操作的可能性[7]。
在本研究中,由于使用三个CCD相机来检测障碍物并确定AGV系统的引导线,因此基于PC的硬件平台必须能够容易且快速地处理大量图像数据。然而,具有图形接口环境的Windows 2000不能保证几毫秒的伺服环路,也不能由于处理另一个设备的时间延迟而实时处理中断 [8]。
所以,为了利用Windows 2000作为用于实时控制的操作系统,需要快速响应时间的伺服控制由微控制器在特别构造的硬件模块上处理,而需要较长响应时间的部分由PC处理 。除此之外,在Windows中,用单个线程构造的每个例程必须被多次处理以保证几毫秒的伺服循环,因此必须有最小的时间延迟。鉴于此,为了将PC用作具有Windows 2000的操作系统的控制器,必须通过分布式处理来构造和控制硬件和软件模块,并且必须针对该处理检查实时的控制能力 [9, 10]。
为了通过分布式处理开发具有双电机驱动的AGV系统,将Pentium 4处理器的 PC设置为用于通过立体视觉进行障碍物检测,用于通过视觉进行导向线检测以及用于双电动机驱动控制的主控制器。为了用PC实时地执行分布式处理,构造用于每个设备的硬件和软件模块,并且通过多线程方法处理每个软件模块。最后,通过在实际操作实验中检查系统的能力,可以评估在Windows 2000上使用PC作为具有双电机驱动的AGV的分布式控制器的可行性。
分布式控制模块的构建
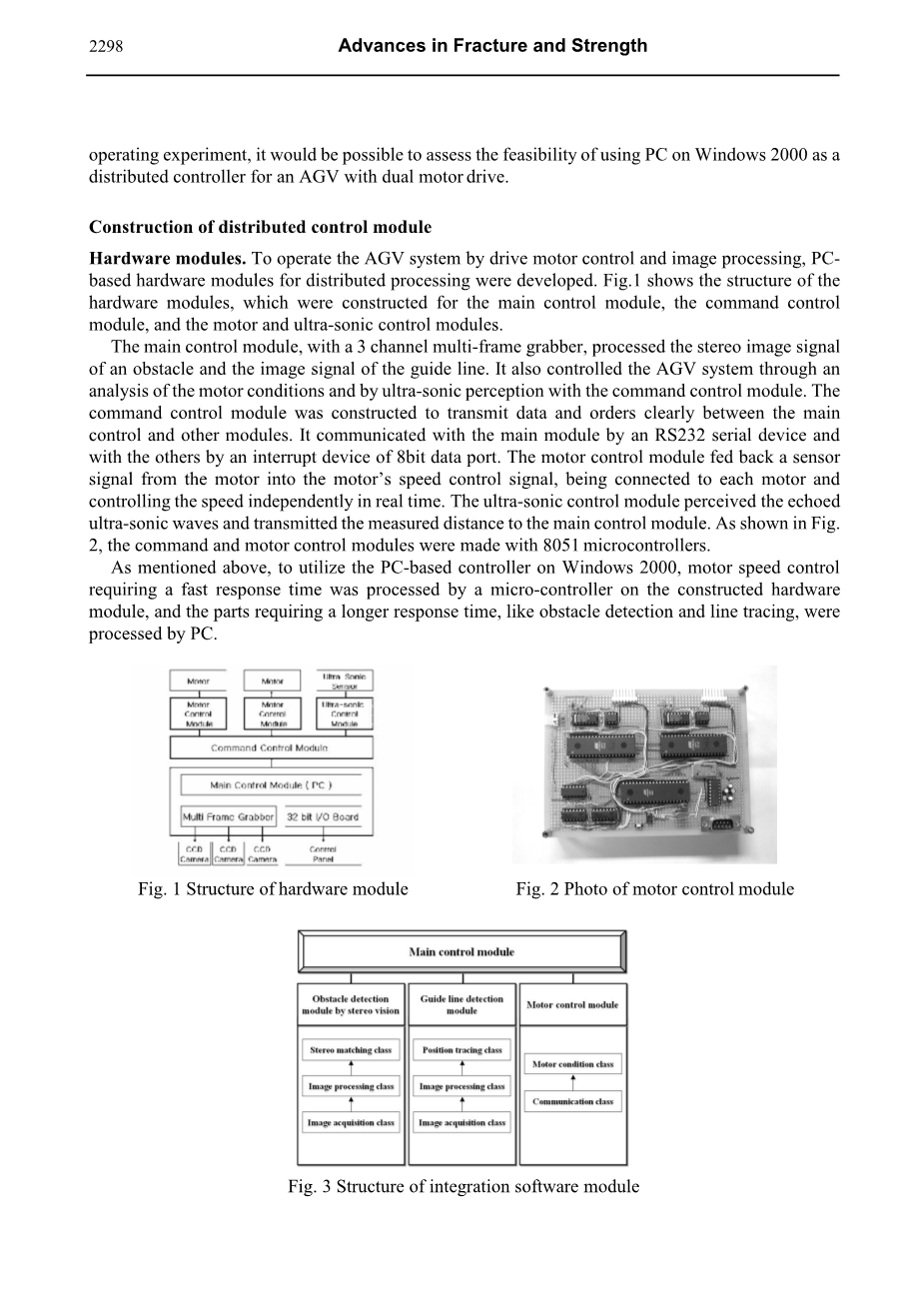
硬件模块。为了通过驱动电机控制和图像处理来操作AGV系统,开发了用于分布式处理的基于PC的硬件模块。图1所示是主控制模块的各个构造,命令控制模块以及电动机和超声控制模块构造的硬件模块的结构。
主控制模块利用3通道多帧采集器处理障碍物的立体图像信号和引导线的图像信号。它还通过分析电机条件和通过命令控制模块的超声波感知来控制AGV系统。命令控制模块被构造成在主控制器和其它模块之间清楚地传输数据和命令。它与主模块通过RS232串行设备通信,其他通过8位数据端口的中断设备。 电机控制模块将来自电机的传感器信号反馈到电机的速度控制信号中,连接到每个电机并独立地实时控制速度。超声控制模块感知到回波的超声波并将测量的距离传输到主控制模块。如图2所示,命令和电机控制模块由8051微控制器制成。
如上所述,为了在Windows 2000上使用基于PC的控制器,需要快速响应时间的电动机速度控制由所构造的硬件模块上的微控制器处理,并且需要较长响应时间的部件,如障碍物检测和线路跟踪,由PC处理。
图1 硬件模块的结构 图2 电机控制模块的照片
图3 集成软件模块的结构
软件模块。Microsoft Windows 2000被用作AGV系统的集成操作的操作系统。然而,当用作实时操作系统时,它具有许多问题。这些涉及获得周期性伺服环路并通过处理其它模块来最小化时间延迟。为了克服这些问题,软件模块必须独立构造,并且通过多线程方法来处理。
如图3所示,集成软件模块被构造为主控制模块,通过立体视觉的障碍物检测模块,引导线检测模块和具有可视C 类的电机控制模块。
立体视觉障碍检测模块包括用于存储来自计算机存储器中的CCD摄像机的图像信号的图像采集类,用于降噪和阈值处理的图像处理类,以及用于检测障碍物的立体匹配类。引导线检测模块具有与障碍物检测模块相同的图像获取和图像处理类别,以及用于从引导线上的信息检测运动状态的位置跟踪类别。电机控制模块具有与命令控制模块通信的通信类和电机条件类,以检查AGV的速度,距离和位置。因此,每个模块由用于数据处理和传输到硬件模块的类构造,并且每个模块通过多线程方法独立地运行。集成软件模块通过分析每个模块的结果来管理运动状态。
应用于双电机驱动的AGV
AGV系统。 图4示出了具有由分布式处理硬件和软件模块控制的双电机驱动的AGV系统。车辆的总重量约为100kgf,两个CCD摄像机安装在前上部,用于通过立体视觉进行障碍物检测。如图5所示,两个伺服电机设置有具有1/50减速比的行星齿轮式减速器,以在车架的中央下部驱动车轮。 驱动轮装配有直径为200mm的管式轮胎。
图4 AGV系统的照片 图5 双电机驱动部分的照片
图6 AGV的坐标系统模型
图6示出了具有双电机驱动的AGV的坐标系模型。在该坐标系统模型中,AGV系统在X-Y平面上的位置矢量可以被定义为例如等式 (1), 其中车辆的中心点C为(x,y),前进角为theta;,左右驱动轮的旋转角为theta;R和theta;L。
(1)
速度矢量在AGV的中心点C处可以由等式(2),其中切向速度为upsilon;,旋转角速度为omega;,如公式(3)。
(2)
(3)
因为在地面的接触表面处的滑动不在车轮表面上沿垂直方向发生,等式(4)定义为非完整调节条件,并且移动距离D和转弯半径R可以由等式(5)和式(6)。
(4)
(5)
(6)
实验和结果
图7示出了驱动轮速度为15m / min时的响应曲线。速度响应在约1.5秒后达到正常状态,并且在正常状态下具有与参考速度的0.66%的误差。该结果表明,它对于AGV系统在低速,即在30m / min下的速度具有非常精确的响应。
图7 驱动轮的速度响应曲线
图8示出了用于分布式过程的软件模块的单线程和多线程进程的周期时间的比较。在障碍物检测模块(a)中,由于在没有另一个模块的情况下处理单个螺纹,循环时间为大约180-200ms。但是,由于同时处理三个线程,障碍物检测的周期时间约为180-300ms。在引导线检测模块(b)中,对于单线,周期时间为大约120-140ms,并且大约为120-200ms到三线。考虑到由于另一线程处理的时间延迟,循环时间在最大80-120ms处产生差异。在电机控制模块(c)中,多线程的周期时间为20-40ms。 预期每隔300ms进行障碍物检测,每200ms进行导向线检测,以及每50ms以最大速度30m / min进行电动机控制。这足以保持实时性,并且可以有效地使用通过多线程方法在Windows 2000上的分布式处理。
图9示出了在15m / min的速度下的线性运动中的瞬时距离的误差。误差在加速状态下较大,但在正常状态下误差在plusmn;0.05mm以内。图10示出了半径为1m的旋转运动中的瞬时半径的误差,其在plusmn;10mm内。 在这些结果的基础上,它被认为是由多线程在Windows上的分布式处理2000是非常有效的,并且可以通过用于分布式处理的硬件和软件模块来实时地有效地控制AGV系统。
(a) 障碍检测 (b) 引导线检测
(c) 电机控制
图8 软件模块单线程和多线程处理的循环时间比较
图9 线性运动中的瞬时距离误差 图10 旋转运动中的瞬时半径误差
结论
为了通过分布式系统开发具有双电机驱动的AGV系统,建立了Pentium 4 处理器的PC作为主控制器,并且为实时分布式处理构建了硬件和软件模块。通过实际驾驶检查控制能力,结果如下:
1)当驱动轮的速度设定为15m / min时,速度响应在约1.5秒后达到正常状态,并且在正常状态下具有相对于基准速度的0.66%的误差。车辆在高达30m / min的低速下对AGV系统具有非常精确的响应。
2)关于每个模块的处理时间,对于障碍物检测,其为300ms,用于引导线检测,200ms,并且对于电动机控制,其在50ms内。这些操作被认为是实时处理的。
3)AGV正常状态下瞬时移动距离误差在plusmn;0.05mm以内,瞬时转动半径误差在
plusmn;10mm以内,半径为1m。因此,它能够在正常驾驶条件下非常精确地移动。
4)在Windows 2000上基于PC的多线程分布式处理非常有效。通过用于分布式处理的硬件和软件模块可以实时地有效地控制AGV系统。
致谢
这项研究得到了韩国政府商业,工业和能源部开展的区域创新研究生培训计划的支持,并通过中心授予R12-2002-058-05001-0 韩国科学与工程基金会的先进网状形状制造和清洁过程。
参考文献
[1] J.M.A. Tanchoco: Material Flow Systems in Manufacturing, Chapman amp; Hall (1994)
[2] Ann Dunkin: Automated Guided Vehicle Systems : An Introduction, Jr. of IE (1994), pp. 47-51,
[3] P.K. Wright and D.A. Bourne: Manufacturing Intelligence, Addison Wesley (1988)
[4] P.K. Wright: Principles of open-architecture manufacturing, Journal of Manufacturing Systems Vol. 14 No. 3 (1995), pp. 187-202
[5] M. Babb: PCs: The foundation of open architecture control system, Control Engineering (1996), pp.75-82
[6] J.G. Kim, K.H. Choi and K.S. Hong: A PC-Based Open Robot Control System: PC-ORC, Journal of Control, Automation and System Engineering Vol. 6 No. 5 (2000), pp. 415-425
[7] J.S. Smith: Design and implementation of FMS control software, Proc. of the 1996 FAIM Conf. (1996)
[8] T. Julian: Beginning Windows NT Programming, Jungbomunwha Co. (1999)
[9] Sung Ouk Chang and Jin Kul Lee: Development of a hydraulic servo system real-t
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[138029],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


